18
TIG DC welding mode with TIG LIFT ignition for TIG torches with a manual gas valve.
This process involves starting the arc without needing to use the torch button. In this process the gas is not delivered automatically but
the operator must manage the gas. To start a weld, simply rest the tip of the electrode on the piece to be welded and lift the torch. Once
the welding is complete, moving the torch away from the piece starts the slope down ramp (if applicable) and the generator turns off.
The parameters that can be set are those required in 2-stroke mode with the exception of the pre-gas and post-gas time.
Via the welding process configuration menu, set:
• TIG “DC” welding process.
• TYPE OF IGNITION LIFT TIG.
• TIG VALVE TORCH welding mode.
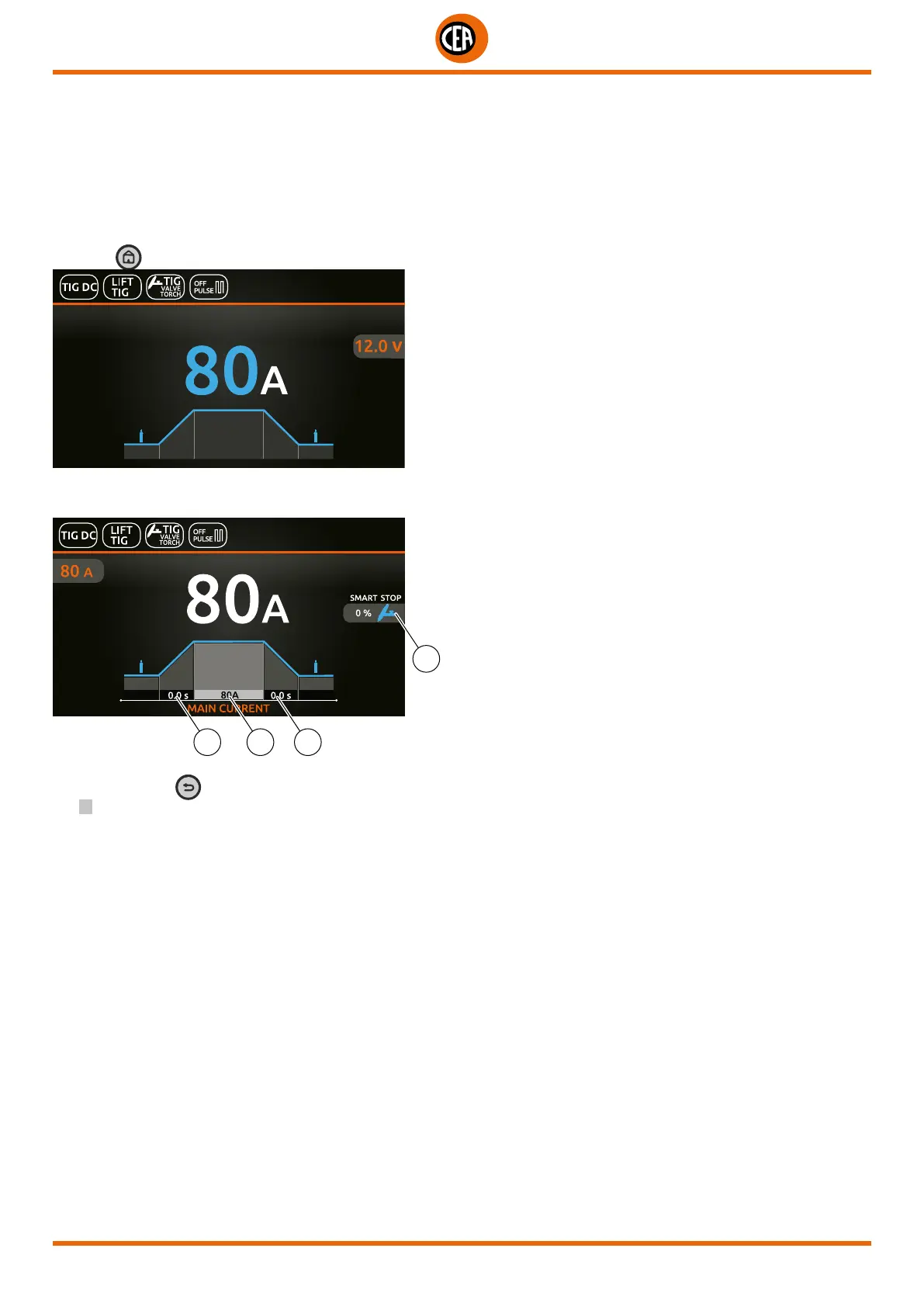
When the
key is pushed, the welding page opens:
Push the knob to enter the SET page.
By pushing and rotating the knob, besides the parameters described above, you can set:
3
4
12
NOTE: If the BACK key is held down for 2 seconds, the parameter goes back to its default setting.
1. I
1 main welding current.
2. SLOPE UP duration.
3. SLOPE DOWN duration.
4. SMART STOP function. Setting the start threshold for the “SmartStop” function for TIG torch welding using a manual gas valve.
NOTE: “SmartStop” function - once welding is complete, when the torch is moved away from the workpiece the slope down ramp be-
gins (if provided for), and the generator switches off. This parameter can be set in relation to the start threshold for the “SmartStop”
function, with a percentage increment of between -50 and +100 compared to the typical value.
 Loading...
Loading...







