14
TIG “DC” welding with “HF”, “LIFT TIG” and “HF PERFECT POINT” welding
Via the welding process configuration menu, set:
• TIG “DC” welding process.
• TYPE OF IGNITION:
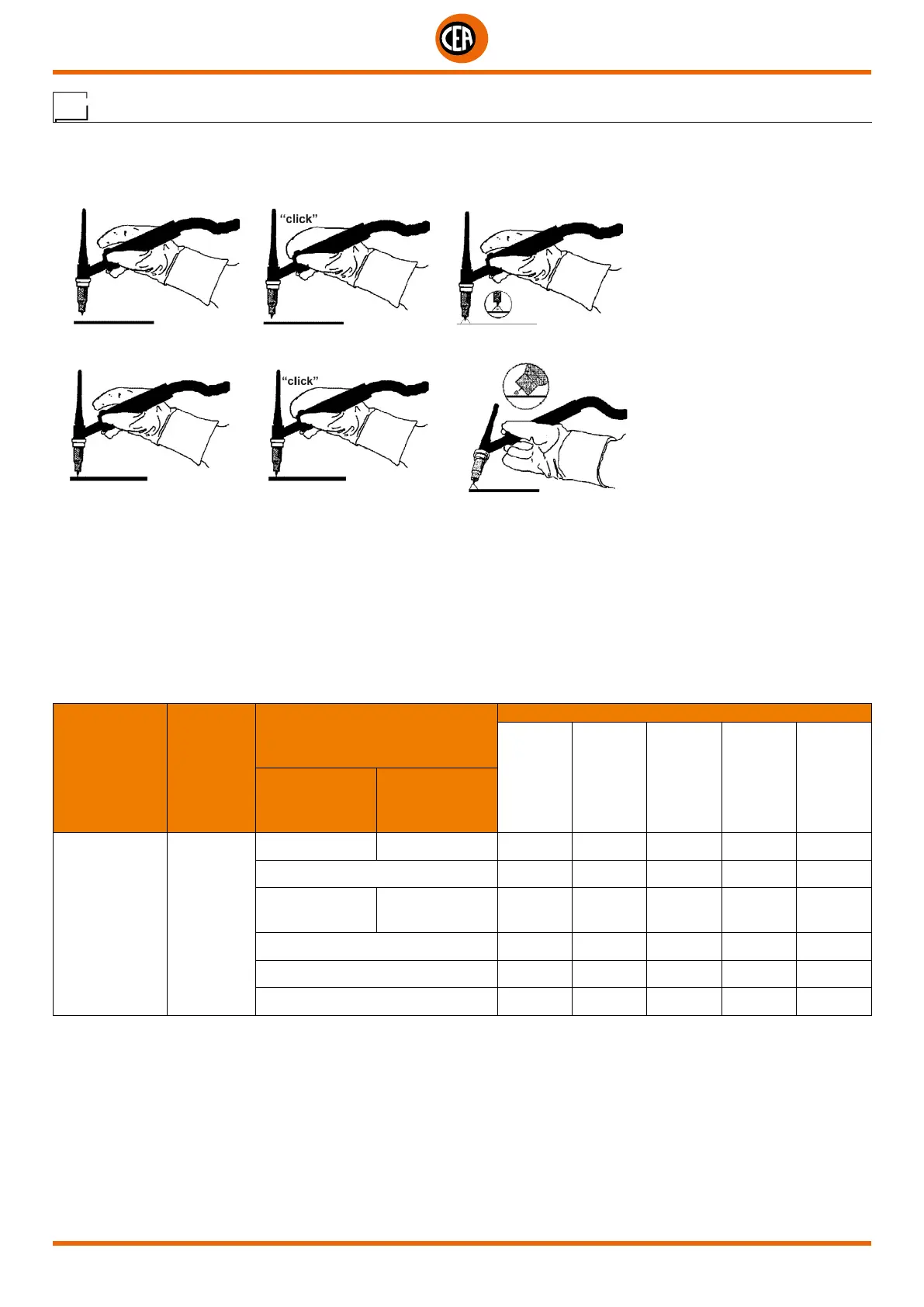
1. “HF” for welding with high frequency ignition.
1 2 3
2. “LIFT TIG” for “Lift type welding without high frequency.
1 2 3
WARNING: The “Lift” ignition current is created by pushing the torch button only after having touched the workpiece with the electrode.
3. “HF PERFECT POINT” for welding with high frequency ignition.
With this type of ignition you can begin welding by igniting the arc at a “distance” or by touching the piece to be welded with the
tungsten tip, thereby automatically activating “HF PERFECT POINT” ignition.
The “HF Perfect POINT” type of ignition ensures perfect centring of the welding point. “Perfect-Point” mode comes about by touching
the workpiece to be welded with the tungsten tip at the exact point at which you wish to do the spot weld, then push the button and lift
the TIG torch. This will cause the Perfect-Point function to be activated automatically, ensuring a cold spot at the exact position required.
• Welding mode.
• PULSATION TYPE.
The possible parameter combinations are as follows:
WELDING
PROCESS
TYPE OF
IGNITION
WELDING MODE
PULSED MODE
OFF PULSE
SYN PULSE
FAST PULSE
ULTRA FAST
PULSE
SLOW PULSE
DEFAULT ADVANCE
TIG DC
HF
2T 2T ADVANCE (*) X X X X X
4T X X X X X
4T AUTO
4T AUTO
ADVANCE (*)
X X X X X
HF
PERFECT
POINT
CYCLE X X X X X
SPOT
COLD TACK