22
Electrode Welding (MMA AC)
Via the welding process configuration menu, set MMA AC and the TYPE OF ELECTRODE.
The possible parameter combinations are as follows:
WELDING PROCESS
TYPE OF ELECTRODE
BASIC
RUTILE
CrNi
CELL
SPECIAL
MMA AC X X X X X
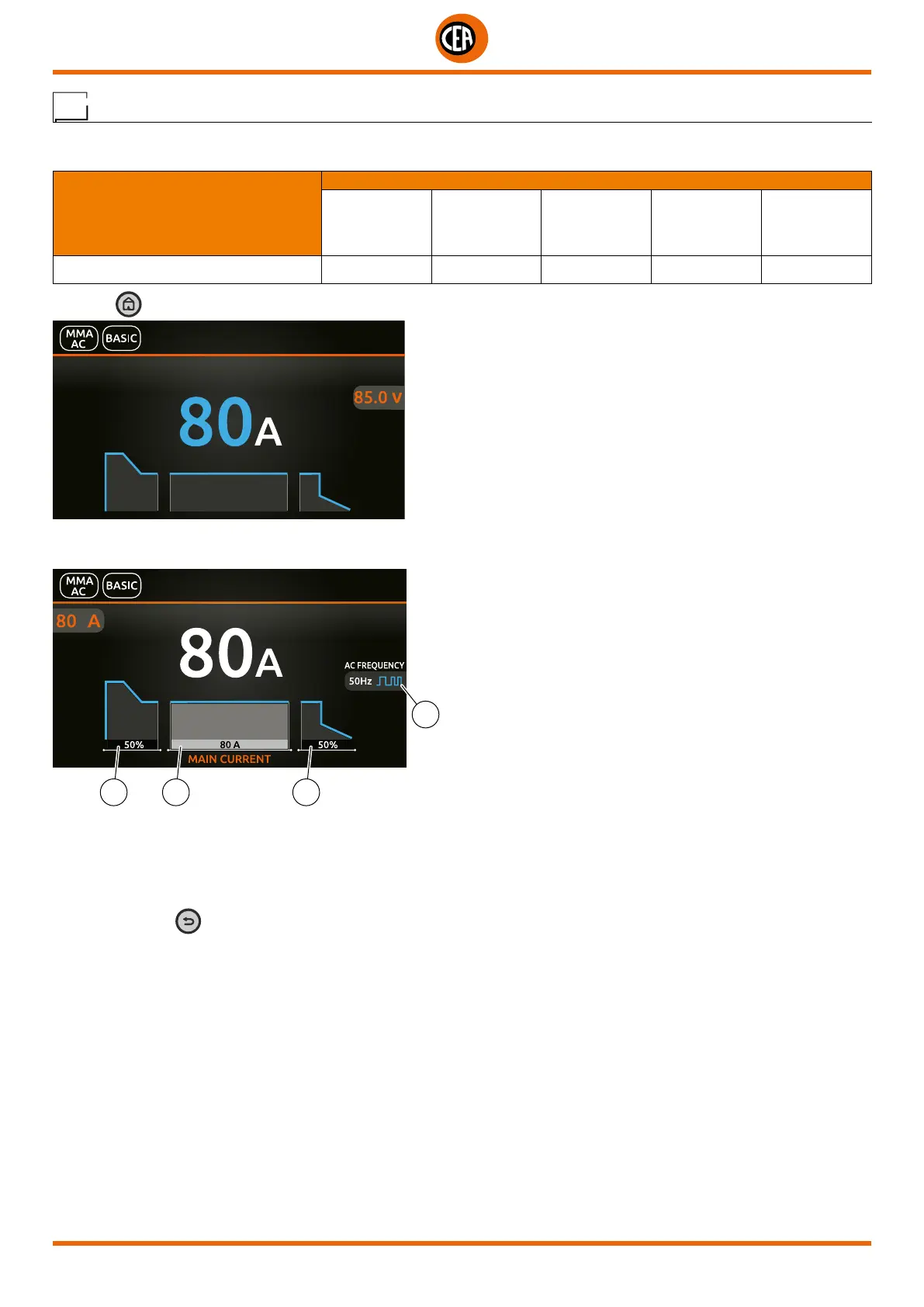
When the
key is pushed, the welding page opens:
Push the knob to enter the SET page.
Push and rotate the knob to set the following parameters:
2 1 3
4
1. Main welding current.
2. HOT START – Increases the welding current, on a percentage basis, for a time interval that can be set at the start of the welding
process, thereby reducing the risk of poor melting at the start of the joint.
3. ARC FORCE - Regulates the dynamic characteristics of the arc, in percentage terms.
4. MMA AC FREQUENCY - Regulates the welding current frequency.
NOTE: If the BACK
key is held down for 2 seconds, the parameter goes back to its default setting.
Once the all the selections/settings indicated above have been made, welding can begin.
During the welding process the display shows the current and the real voltage at which the operator is actually welding.