V0817, 6.3
Opening.
Corr.Y
Correction on the Y-axis position, in case bottoming has been selected.
Y-axis
The programmed or calculated Y-axis value to realise a certain angle.
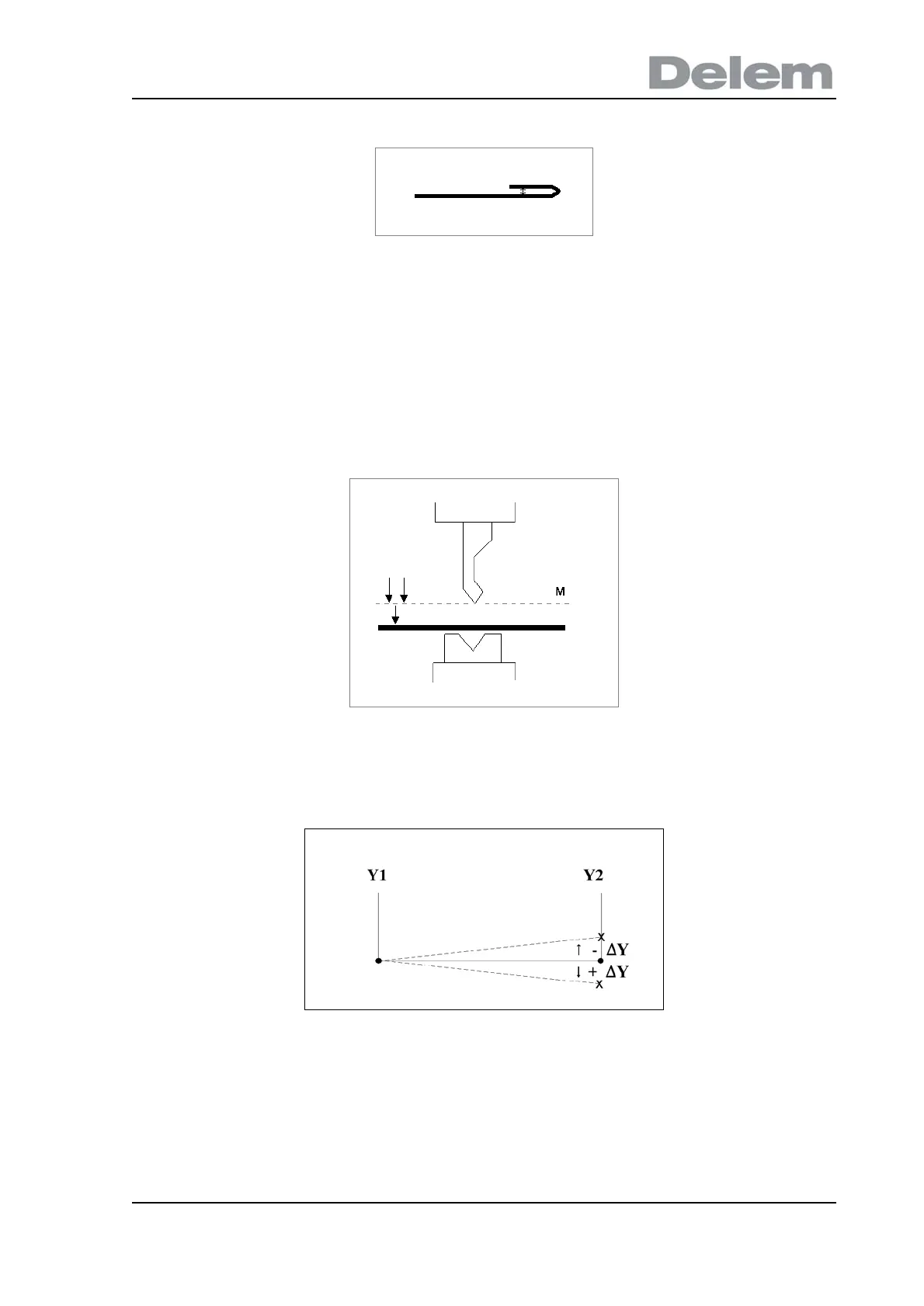
Mute
Sequence point where the Y-axis is switched from fast closing speed to pressing speed.
It is programmed here as a Y-axis position value. The programmed value is the Y-axis
point above the sheet.
Parallel
Difference of the left- and right hand side cylinder (Y1 and Y2). When positive, the right
hand side is lower. When negative, the right hand side is higher. The programmed value
is active below the clamping point.
Opening
This parameter results in a certain gap opening between the punch and the die after the
bend. A positive value is the gap opening above Mute, a negative value below Mute.
When you want to limit the handling time for the product you can program a small
positive or a negative value.