V0817, 8.24
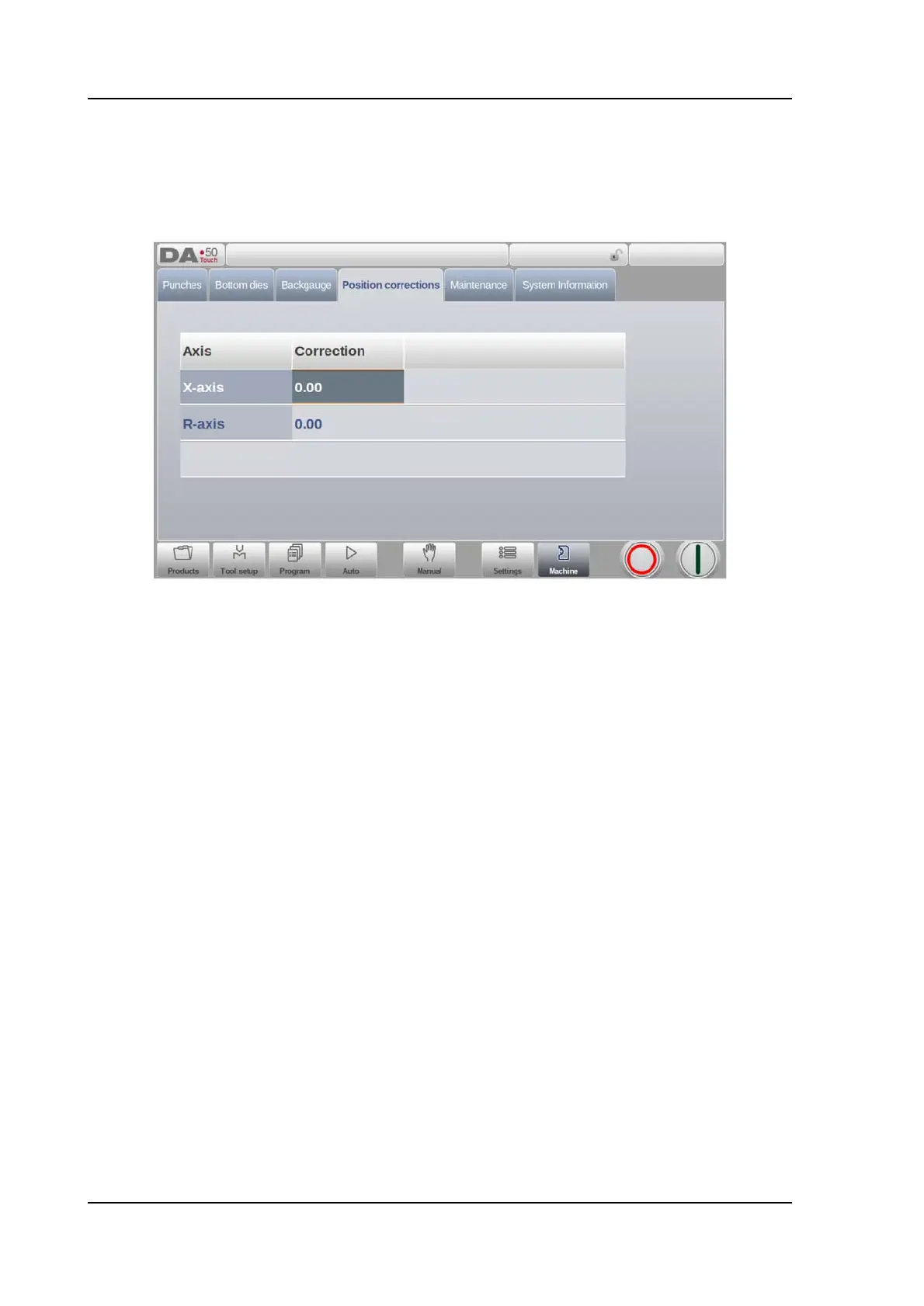
8.5. Position corrections
Position correction
When the actual, mechanical axis position is not corresponding with the displayed value
it is possible to correct the position with this parameter. Program the calculated
difference.
Example:
- When the programmed and displayed value = 250 and the actual, mechanical position
value = 252 the correction parameter = -2.
- When the programmed and displayed value = 250 and the actual, mechanical position
value = 248 the correction parameter = +2.
Position corrections are available for all auxliliary axes.
Position corrections should only be used temporarily. In case machine positions have
changed after commisioning or service, positions of axes can be corrected. In normal
situations these corrections should be 0.