6159932010-09
54 / 60
English
CVIC-MODCVIC-MULTICVIC
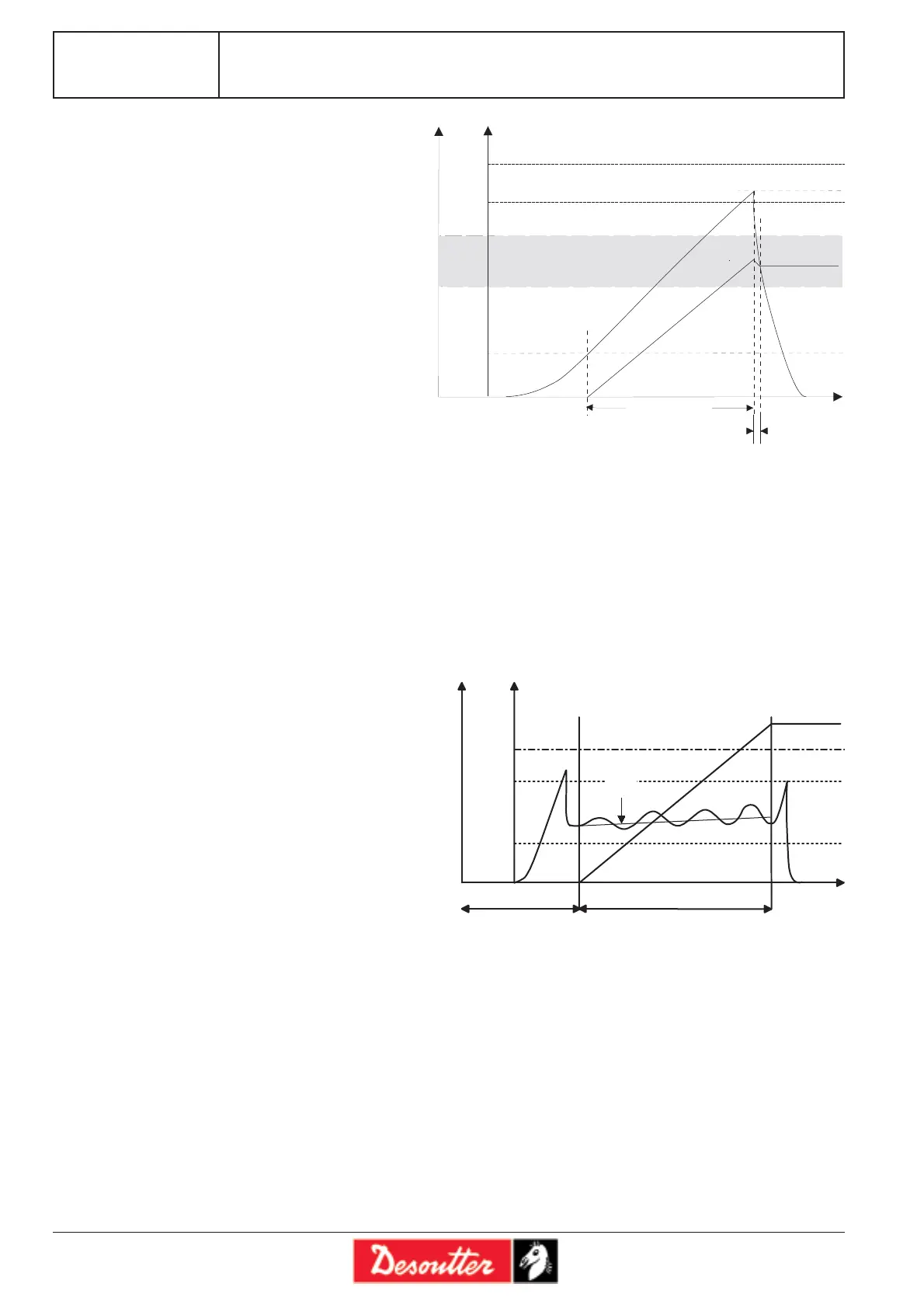
Angle + torque controlled tightening
the recorded values are the following:
final torque and final angle
Spindle stop
IF angle ≥ target angle OR torque > max. torque
Accept report
IF min. torque < final torque < max. torque
IF min. angle < final angle < max. angle
A n g l e
t h r e s h o l d
T i m e
A n g l e
t i g h t e n i n g + s p i n d l e
t o r s i o n
F i n a l t o r q u e
F i n a l a n g l e
a n g l e m e a s u r e d
d u r i n g s p i n d l e b a c k t o r s i o n
( u p t o a n g l e t h r e s h o l d )
T o r q u e
M a x
M i n
M a x
M i n
Prevailing torque controlled tightening
This phase allows you to check the residual torque (prevailing torque) that results, for instance from the thread formed with
tapping screws.
It is useful to know if the thread is formed correctly during
the desired number of rotations without untimely locking
or tapping deficiency.
The initial timeout allows you to start the readings when
the tool speed is stabilised. The memorised result is the
mean of the torque readings during the acquisition phase.
The system stops the acquisition of the torque and angle
when the motor stops. The torque pulse at the motor stop
is not taken into account.
Spindle stop IF angle ≥ target angle OR torque> safety torque
Accept report IF min. torque ≤ torque ≤ max. torque
Time
Rise-delay
time
Data
acquisition
safety
Max
target angle
Min
Torqu
mean
torque