-- 7 3 --cdte1de2
Position = MMA
In this position the welding power source is prepared for welding with coated electrodes. The
HF unit and the Lift--Arc are disconnected, and the hot--start function is activated in order t o
supply increased current at the start.
Position = HF unit ON
When pressing the torch trigger the gas starts flowing, the HF unit goes on, generating an
electric spark between the electrode and the welding material, the gas is ionised and an arc is
produced. When the arc is stable, the HF unit will automatically be disconnected.
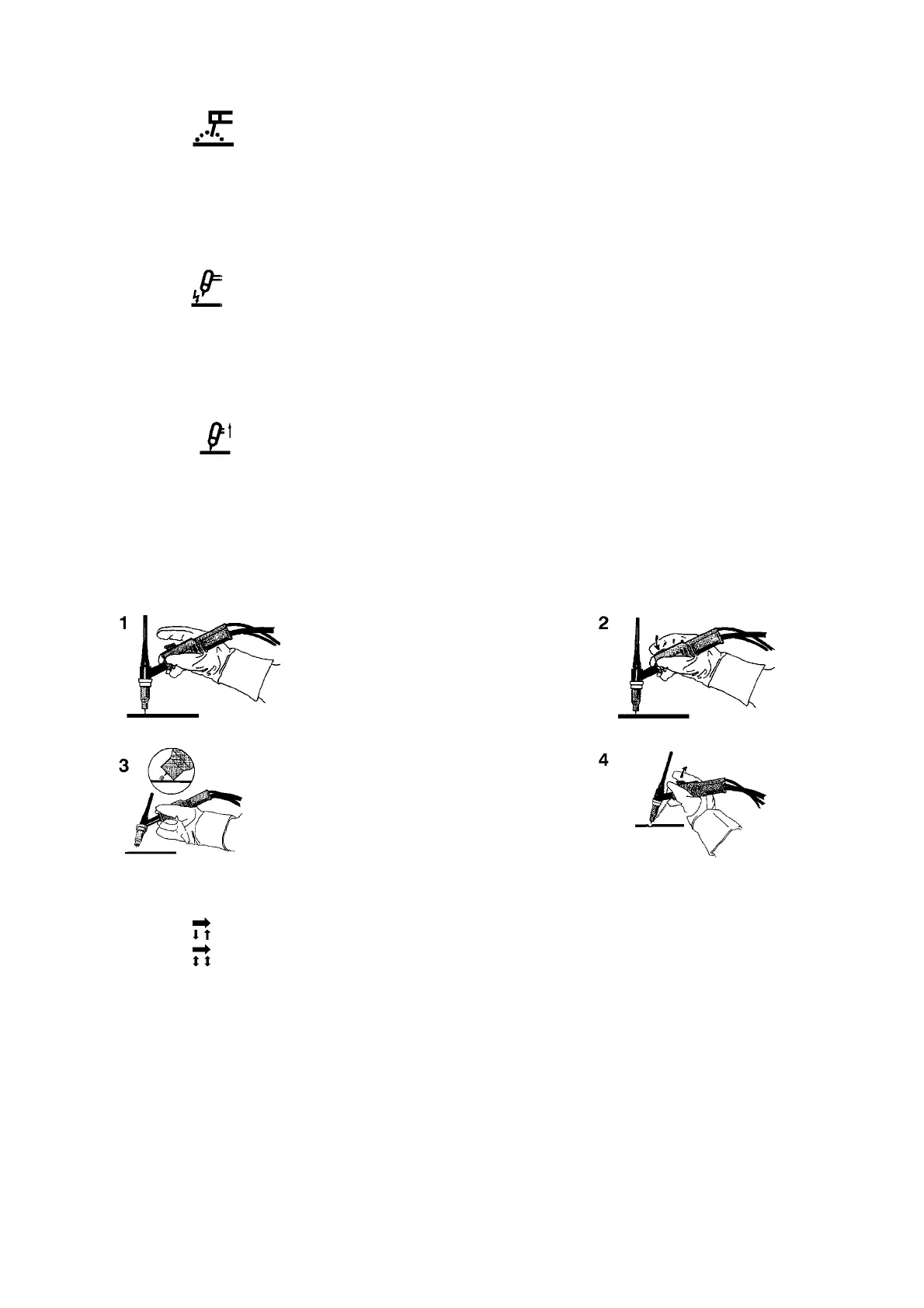
Position =LiftArc
By Lift--Arc is meant that you place the torch with the electrode on the spot where you want
to start the welding, press the torch trigger and lift up the torch. In doing so an arc is
produced.
By way of the slope--up function the current now goes up to the set value. When you want to
terminate the welding, release the switch and the current goes down slowly according to the
slope--down time set.
Place the electrode against the workpiece Press the torch trigger
Tilt the torch a little, lift and an arc is produced To stop, release the torch trigger
Position Two/four stroke
Two stroke means that the arc is struck when the torch trigger is pressed and extinguished
when it is released.
Four stroke means that it is not necessary to keep the torch trigger pressed while the welding
is going on. The arc is struck by pressing an releasing the switch and is extinguished by
repeating the action.
Four stroke with the possibility to shift between two currents (Shift function).
By activating the torch trigger for less than 0.5 seconds, the shift function permits switching
between the set current and the background current. Keeping the torch trigger down, the
current will start dropping (slope down).