-- 7 4 --
cdte1de2
MMA welding (Hand welding electrodes)
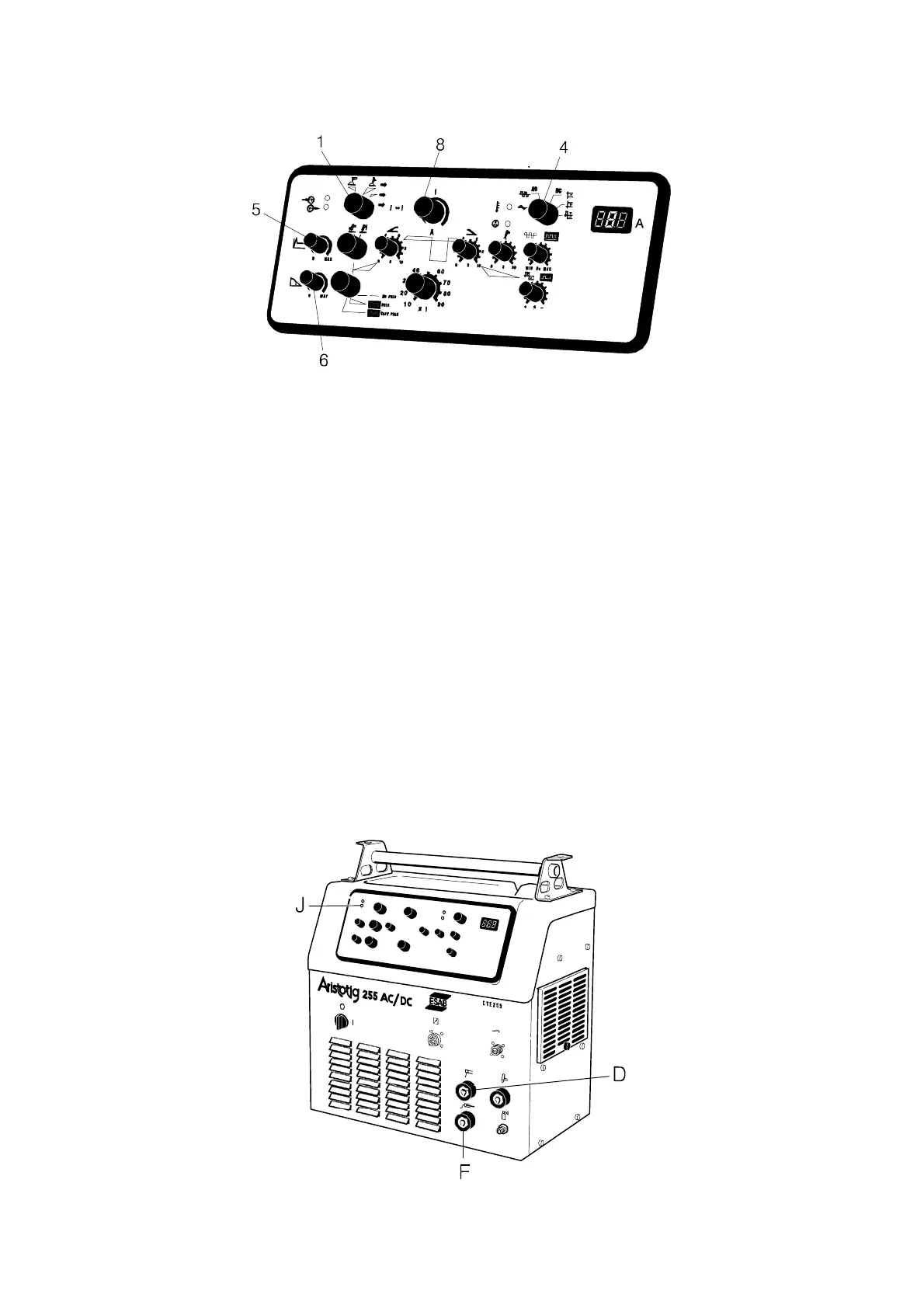
Adjusting the control panel for MMA weldin g
S Connect the welding and return cable to the OKC terminals D and F.
S Set switch (1) to the position for hand welding electrodes. If the machine is in MMA
mode when the mains is switched on, there will be no open circuit voltage. Activate the
machine by turning the switch (1) to TI G mode and then back to MMA mode.
The L ED (J) indicates that open circuit voltage is available on the welding terminals.
S Set the desired value for welding current using potentiometer (8).
It is also possible to use pulsed welding current. T he settings are made in the same way
as for pulsed TIG welding.
S Potentiometer (5) is used for stepless setting of the Hot--Start time (0.2 to 2 s),
potentiometer (6) for stepless setting of the Arc--Force function, and thereby the control
dynamics.
S Depending on the electr ode type to be used, direct current and polarity or one of the
alternating current alternatives can be selected by way of switch (4) without shifting the
welding cables.
The welding current can be set over a hand--operated remote control unit.
The DTE has an inbuilt energy saving function. When the machine is in the MMA mode and
not used for 25 minutes, the open circuit voltage is switched off.
Restart by turning the switch (1) to TIG mode and then back to MMA mode.