TORQUE SPECIFICATIONS
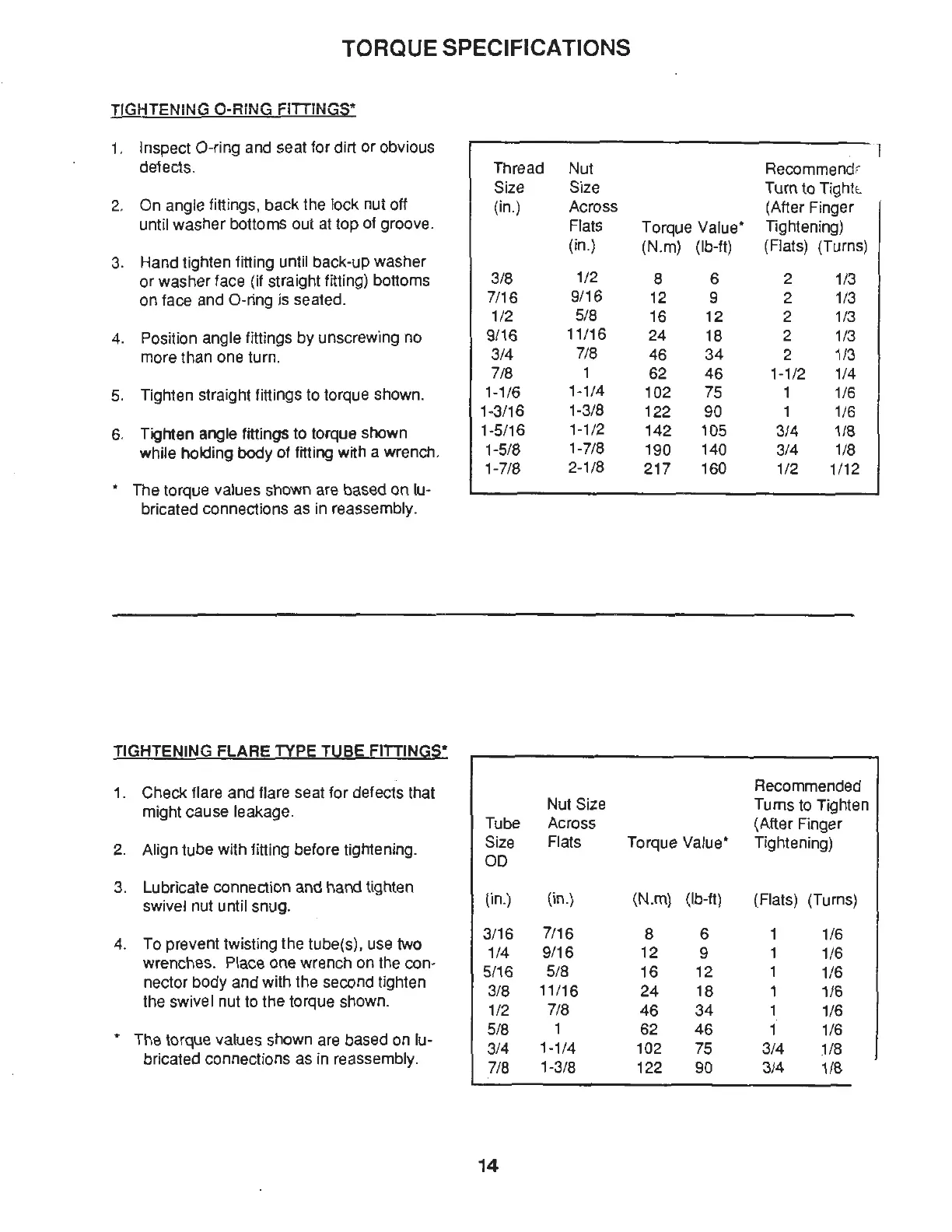
TIGHTENING O-RING FITTINGS*
1.
Inspect O-ring and seat
for
dirt
or
obvious
·1
defects.
Thread Nut
Recommendr
Size Size
Tum
to Tighk
2.
On angle fittings, back the lock nut off
(in
.)
Across (After Finger
until washer bottoms out at top of groove.
Flats
Torque Value·
Tightening)
3. Hand tighten fitting until back-
up
washer
(in.)
(N.
m)
(lb-ft)
(Flats) (Turn
s)
or
washer face (
if
straight fitting) bottoms
3/8
1/2
8 6
2
1/3
on face and O-ring is seated.
7/16
9/16
12
9 2
1/3
1/2
5/8
16 12
2
1/3
4.
Positi
on
angle fittings by unscrewing no
9
/1
6
11/16
24
18
2
1/3
more than one turn.
3/4
7/8
46
34
2 1/3
7/8
1
62
46
1-1/2 1/4
5.
Tighten straight fittings
to
torque shown.
1-1
/6
1-1/4
102
75 1
1/6
1-3/16
1-3/8
122
90
1
1/6
6.
Tighten angle fittings to torque shown
1-5/16
1-1/2
142
105
3
/4
1/8
while holding body of fitting with a wrench.
1-5/8
1-7/8
190 140 3/4 1/8
1-7/8
2-1/8
217
160
1/2 1/12
•
The torque values shown are based on lu-
bricated connections as in reassembly.
TIGHTENING FLARE TYPE TUBE FITTINGS*
1.
Check flare and flare seat for defects that
Recommended
might cause leakage.
Nut Size
Tums to Tighten
Tube
Across
(After Finger
2.
Align tube with fitting before tightening.
Size
Flats
Torque Value* Tightening)
OD
3.
Lubricate connection and hand tighten
swivel nut until snug.
(in.)
(in.)
(N.m)
(lb-ft)
(Flats) (Turns)
4.
To
prevent twisting the tube(s), use two
3/16
7/16
8
6
1 1/6
wrenches. Place one wrench on the con-
1/4 9/16
12 9 1 1/6
nector body and with the second tighten
5/16 5/8 16
12
1 1/6
the swivel nut
to
the torque shown.
3/8
11
/16
24
18 1 1/6
1/2
7/8
46
34
1 1/6
.
The torque values shown are based on lu-
5/8
1
62 46 1 1/6
bricated connections as in reassembly.
3/4
1-1
/4
102
75
3/4
.1/8
7/8
1-3/8
122
90
3/4 1/8
14