Inlet Valve Cones
Repair / Checking
A5.05. 01.08.01.01
M20
en / 12.10.2000 IB022652 3/5
01
Ĺ
2. Cleaning
Clean the valve cone, e.g. blasting with
glass beads. Cleaning with sharp-edged
tools as well as pickling with inorganic
acids (hydrochloric acid, sulphuric acid,
hydrofluoric acid etc.) is not allowed.
3. Repair (refinishing of the valve cone
face)
Note:
Refinishing should always be carried
out professionally on precision spindle
grinding machines. If no such machine
is available, the valves should be given
to a MaK workshop for regrinding.
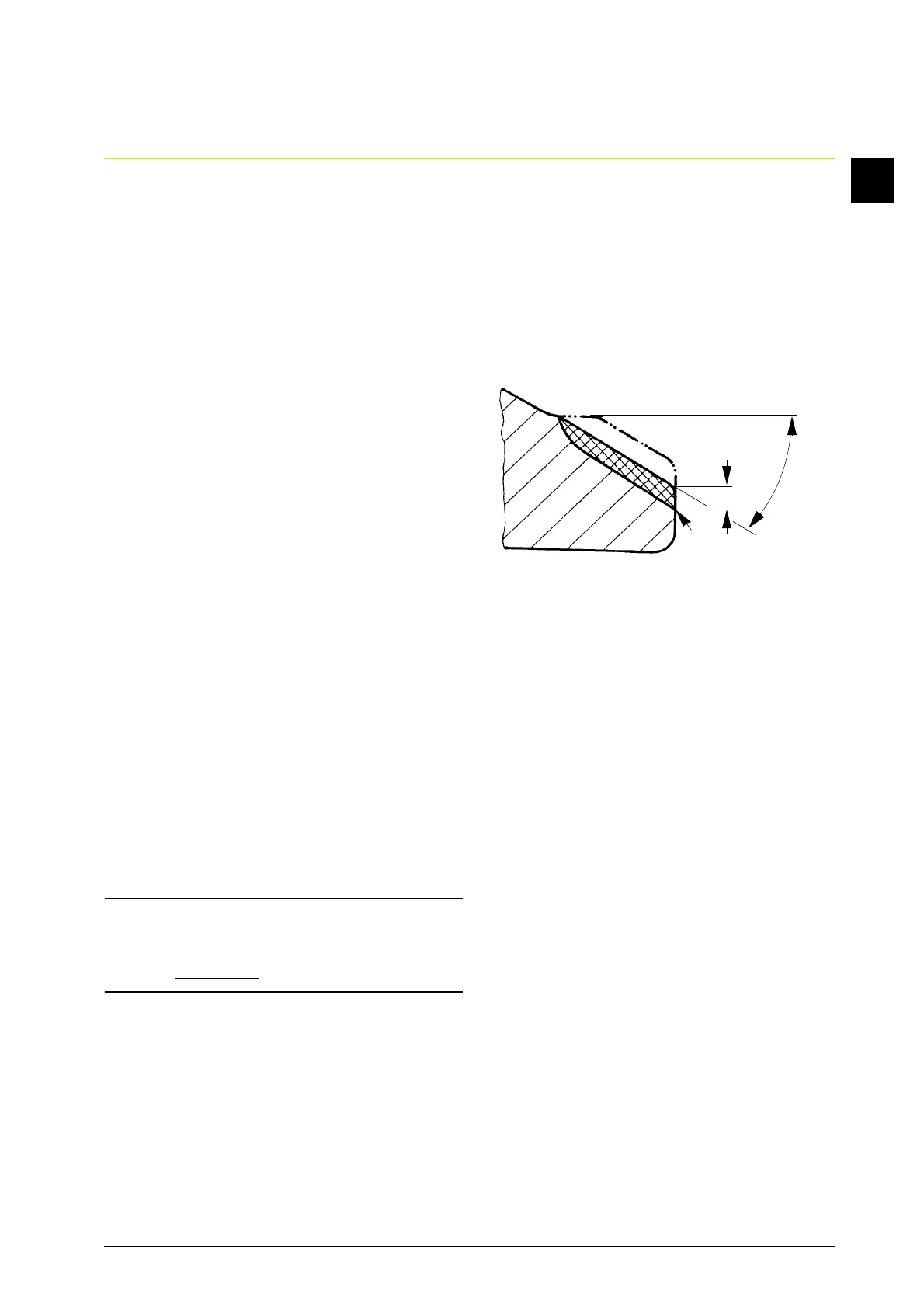
3.1 Regrind valve cone faces in accordance
with prescribed angle (Fig. 3). Do not
refinish existing concave fillet.
3.2 The appropriate information of the
grinding machine manufacturers is to
be observed during grinding.
3.3 Determine the dimension between
visible edge of the base metal plating
“X” and the outer edge of the seat after
completing the grinding process.
Replace the valve cone if the actual
dimension falls below the minimum
dimension.
3.4 Outer edge rounded with stone.
Attention:
When the valve cone is refinished, the
valve seat ring must also be refinished
(01.08.02.nn).
Fig. 3
3
0
°
-
8
’
X
min. 1 mm