Big-End Bearings
Inspection / Reassembly
A5.05. 02.04.02.00
M20
en / 07.01.2000 IB001357 3/4
02
Ĺ
3. Tightening the big-end bolts.
3.1 Measuring the gap (02.04.01.nn,
sequence of operations 1) is only
required if new shells are fitted or the
gap was not measured on
disaassembly.
3.2 Tighten the lower bolts 3 and 4 with a
torque
M = 160 Nm.
3.3 Tighten upper bolts 1 and 2 twice in the
sequence 1 - 2 - 1 - 2 with a torque
M = 160 Nm.
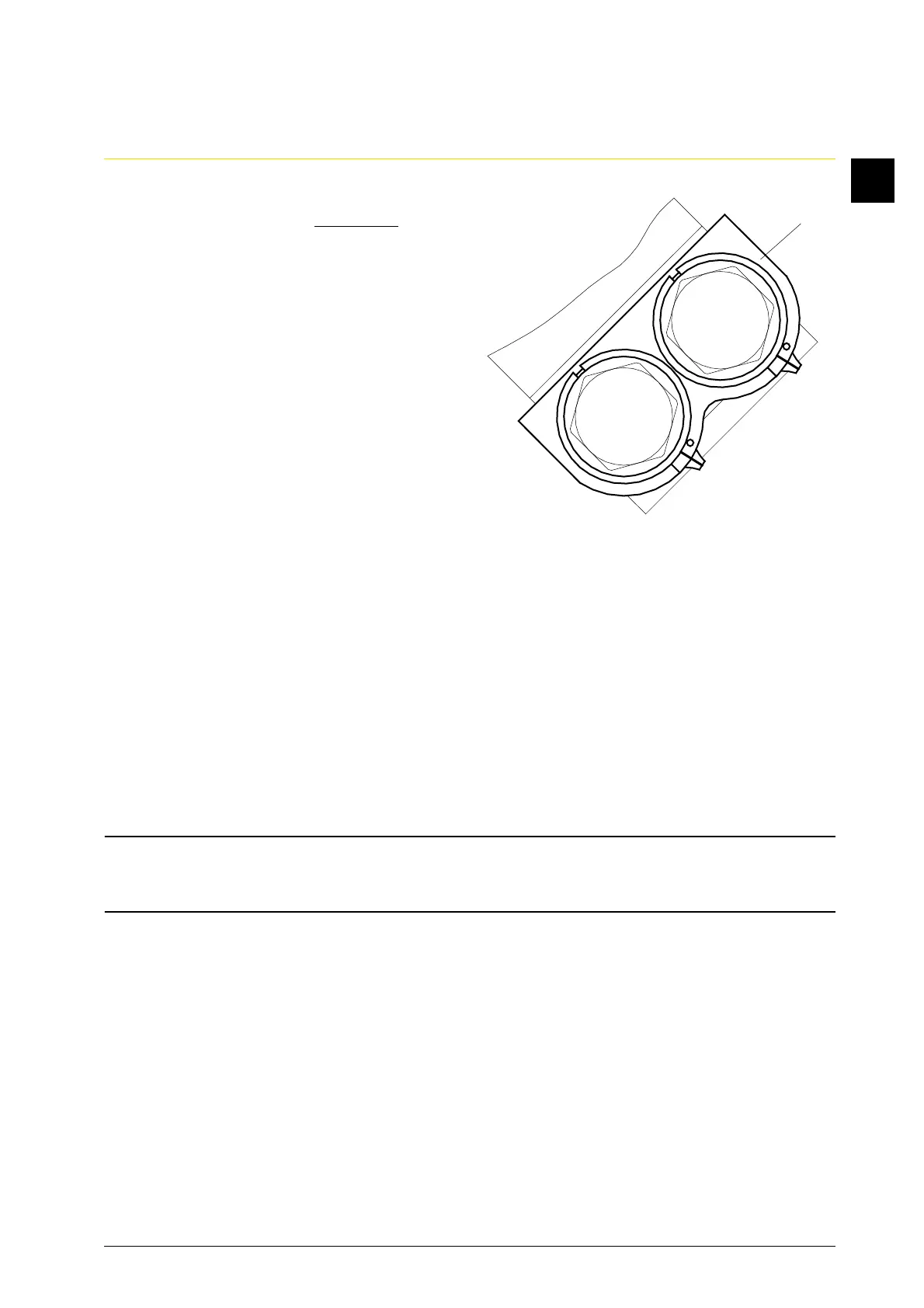
3.4 For checking the tightening operation, place the angle gages (Fig. 3/W3) over the bolt head
collars according to the marking and pull the pointer against the stop.
Check the set collars of the gage for freedom. Mark the position of the bolts if you have no
tightening angle gage (tightening angle gages for big-end bolts 3 and 4 shown).
3.5 Tighten the lower bolts 3, 4 with a torque
M = 350 Nm.
3.6 Tighten the upper bolts 1, 2 with a torque
M = 350 Nm.
Achtung:
After tightening big-end bolts 1 and 2 up to a final torque of 350 Nm, tighten bolts 3 and 4
again with the final torque of 350 Nm to avoid a loss of pretension by settling.
Fig. 3
W3
34