Al-Grooved Bearings
Inspection / Evaluate
A5.05. 02.03.09.01
M20
en / 26.09.1995 IB000142 1/7
02
Ĺ
See also:
Spare parts list: B1.05.02.2.2601
Time requirement: 0 Pers./ 0,00 h
Personnel qualification: Chief engineer, skilled engine hand
---------------------------------------------------------------------------------------------------------------------
Operating medium: Heavy fuel and distillate fuel
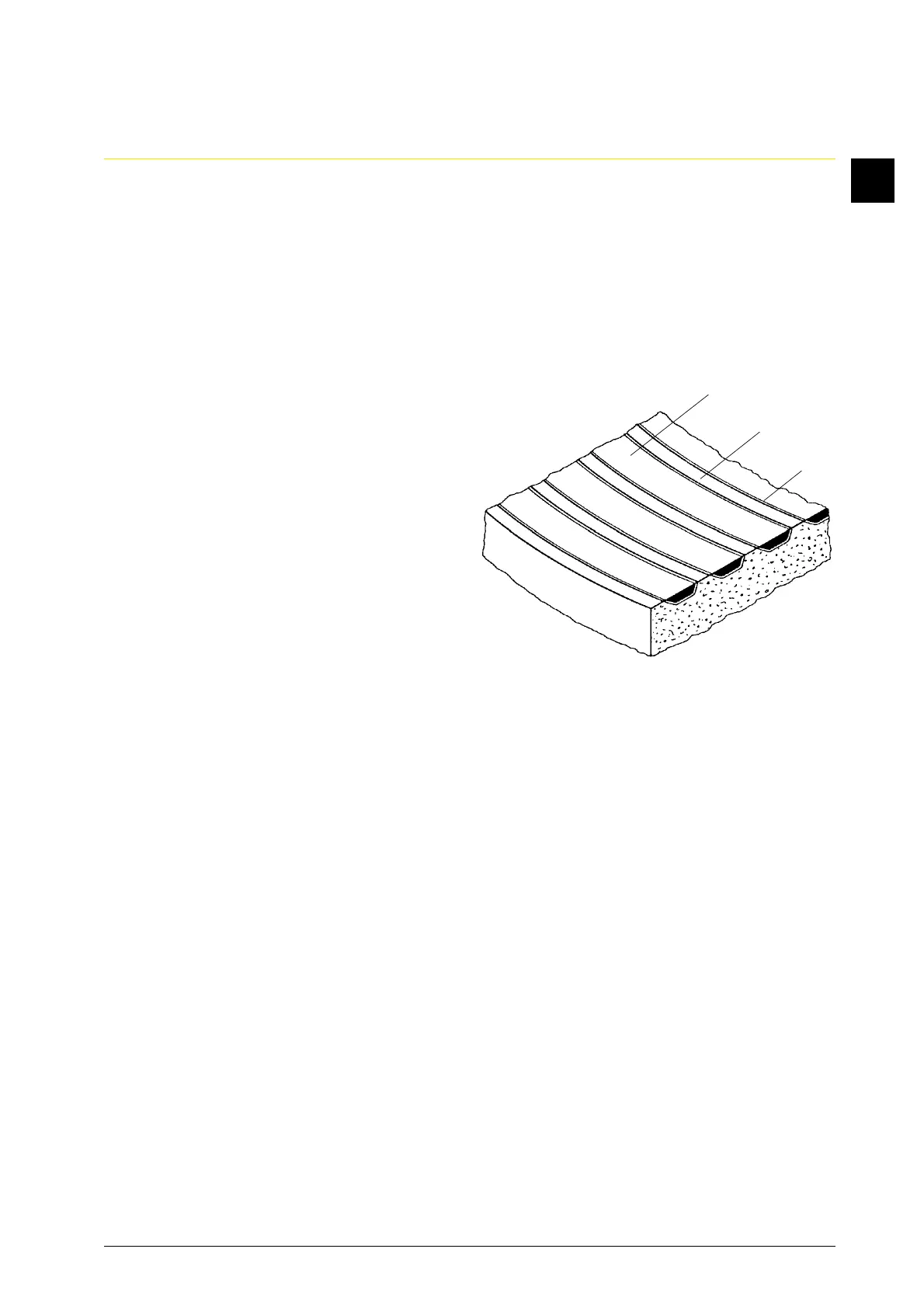
Criteria for replacement of the grooved
bearings
The running surface of the bearings
consists of approx. 75 % electroplated
overlay (Fig. 1/a), approx. 25 %
aluminium alloy ridges (b) and max 5 %
nickel dam (c).
First signs of running surface wear
appear of the electroplated running
layer (a).
The overlay in the groove (a) is worn
down by a few 0,001 mm.
As wear increases, the difference
between the aluminium alloy ridges (b)
and the overlay (a) remains more or
less the same, approx. 0,005 mm.
Note:
For precise assessment of the degree of wear of the running surface, a magnifying glass
(minimum magnification 5x) is necessary.
Under the magnifying glass, the overlay appears as a dark area, and the aluminium alloy
ridge as a light area.
The most important criteria for assessing the degree of wear of the grooved bearing are
•the ratio of the aluminium alloy ridge width to the groove width, as well as
•the size of worn surface
The grooved bearing can still function when the overlay in the grooves has partly worn
away. In actual practice it has been proven that the grooved bearing can continue to
function without any ill effects, even with partially empty grooves.
When assessing the conditions of the grooves, the running surface in the area subject to
the lowest load (condition of groove generally as new) should be used as a point of
comparsion.
The condition of the grooved bearings is assessed according to five different categories:
1. Reuse possible
2. Wear
3. Wear and levelling of the ridges (borderline case)
4. Overlay fatigue ruptures
5. Overlay fatigue ruptures and empty grooves (borderline case)
Fig. 1
a
b
c