Big-End Bearings
Inspection / Reassembly
A5.05. 02.04.02.00
M20
en / 07.01.2000 IB001357 2/4
02
Ĺ
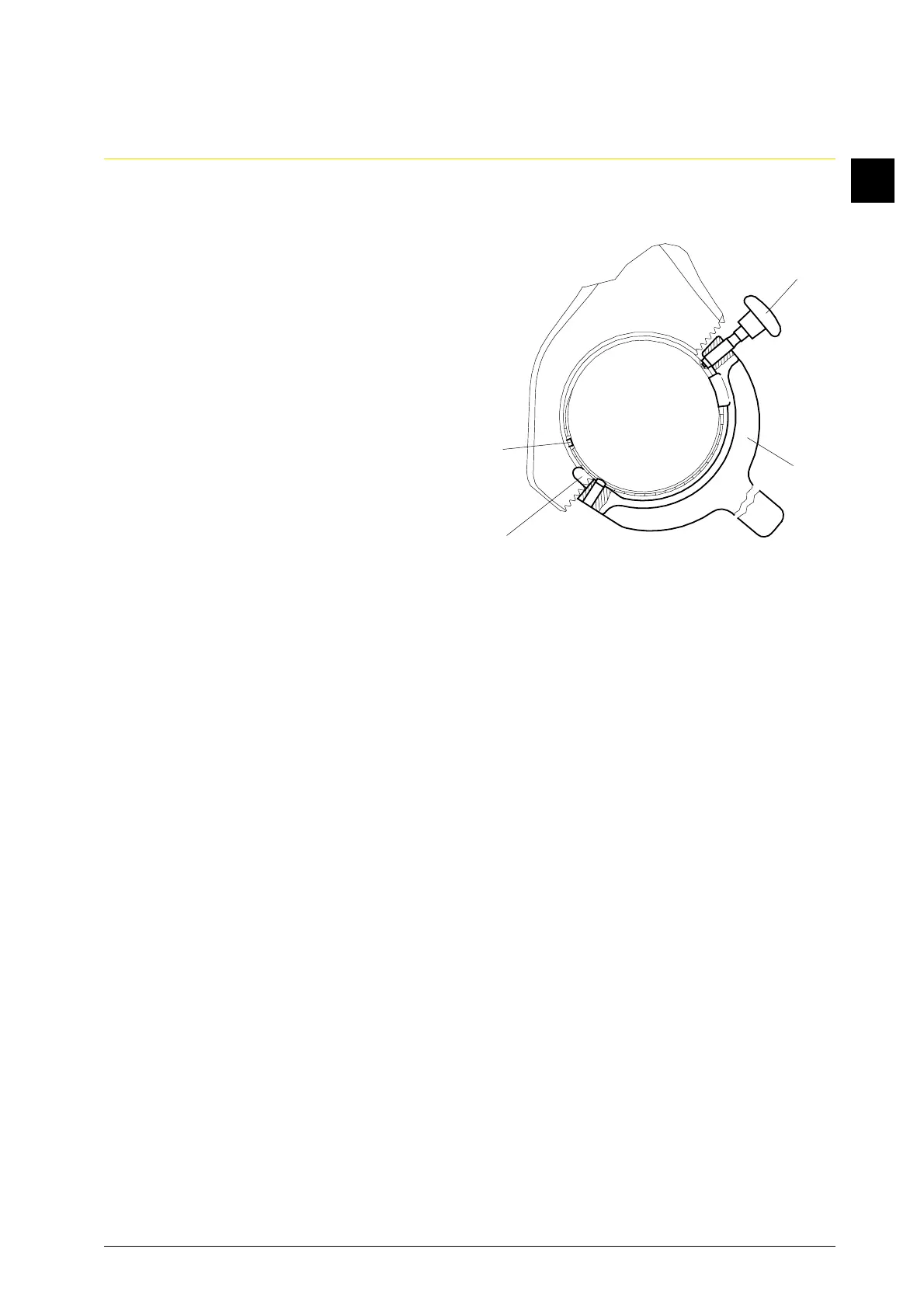
1.3 Hold the bearing shells in this position
and shift the clamp (Fig. 2/W2) over the
shells so that the lower dog of the
clamp engages in the oil hole of the
bottom shell. The dog of the screw
(Fig. 2/1) engages in the hole of the top
shell. Slightly tighten the screw of the
clamp.
1.4 Let the clamp rest against the top joint
face of the big end and turn the
crankshaft until the big end lightly rests
on the bearing shells.
Note:
Lug (Fig. 2/2) of the clamp engages in
the groove of the joint face for centrical
guide of the bearing shells of big-end
bearing (4).
1.5 Turn the bearing shells with the handle
of the clamp so that the dowel pin (3) in
the big-end bore engages in the hole of
the bearing shells and that the shells
have good contact in the big-end bore.
The bearing shells might get damaged
if the reassembly is incorrect.
1.6 Move the piston to TDC. remove clamp
and piston suspension device.
2. Fitting the bearing cap.
2.1 Bring bearing cap into a convenient
position and hold against the
connecting-rod big end. Lubricate
threads and contact faces of the bolt
heads with Molykote paste “G-Rapid
Plus” exclusively. Screw in the bolts.
Fig. 2
3
2
1
W2