Piston Rings and Grooves
Inspection / Checking
A5.05. 02.07.01.02
7500, 30000
M20
en / 16.07.2001 IB022434 3/3
02
Ĺ
1.11 Determine the clearance by calculation and check it against the table.
Ring thicknes h
R
Groove width h
N
Limit of h
N
- h
R
Groove Nominal Wear limit mm
mm mm
1 – 2 4.95 5.6 0.65
36 6.5 0.5
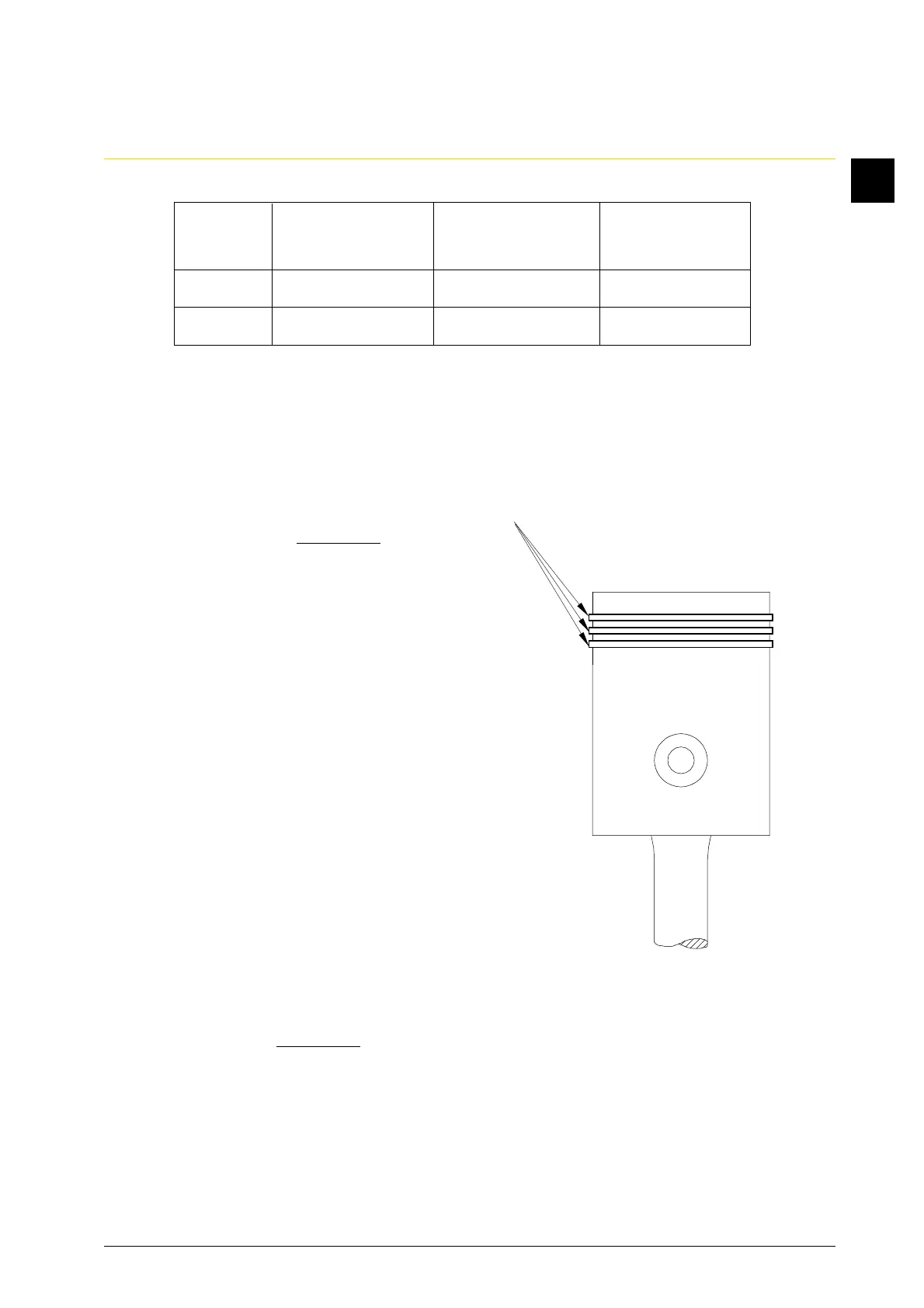
1.12 Fit piston rings with the marking facing
upwards (Fig. 3/X) and with the ring
stops into the ring grooves
alternatingly opposite in engine
longitudinal direction.
2. Maintenance (30,000 h)
2.1 Draw all pistons (02.06.01.nn).
2.2 Check the state of lubrication and
appearance of the running surface of
the piston and clean it.
2.3 Remove the piston rings with piston
ring expander (Fig. 1/W1). Maintain
previous position of the rings referring
to the mounting position of the piston
given in the measuring sheet.
2.4 Clean all ring grooves.
2.5 Measure the groove width h
N
in
accordance with sequence of
operations 1.9.
2.6 Renew all compression and scraper
rings.
2.6.1 Fit piston rings with the marking facing
upwards (Fig. 3/X) and with the ring
stops into the ring grooves
alternatingly opposite in engine
longitudinal direction.
2.7 Fit all pistons (02.06.02.nn).
Fig. 3
X