Detailed Description
2.7 Program operation mode
Mode Group, Channel, Program Operation, Reset Response (K1)
2-106 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Exceptions when reorganization is not possible:
• In thread cutting blocks
• With complex geometries (e.g., spline or radius compensation)
Processing of interrupt routine
The "Interrupt" program is automatically started on completion of reorganization. It is treated
by the system like a normal subroutine (displayed on the operator interface, nesting depth
etc.)
End of interrupt routine
After the end identifier (M02, M30
,
M17) of the "Interrupt" routine has been processed, the
axis traverses by default to the end position programmed in the part program block following
the interruption block.
A REPOS instruction must have been programmed at the end of the "Interrupt" routine if
return positioning to the point of interruption is required, e.g. REPOSL M17
Part program:
PROGNAME
N10 ...
N20 Y20
N30 X60
N40...
N50 M30
Interrupt routine:
INTER
N101...
N102...
N103...
N104 REPOSL M17
N20
N30
N40
N104
N101
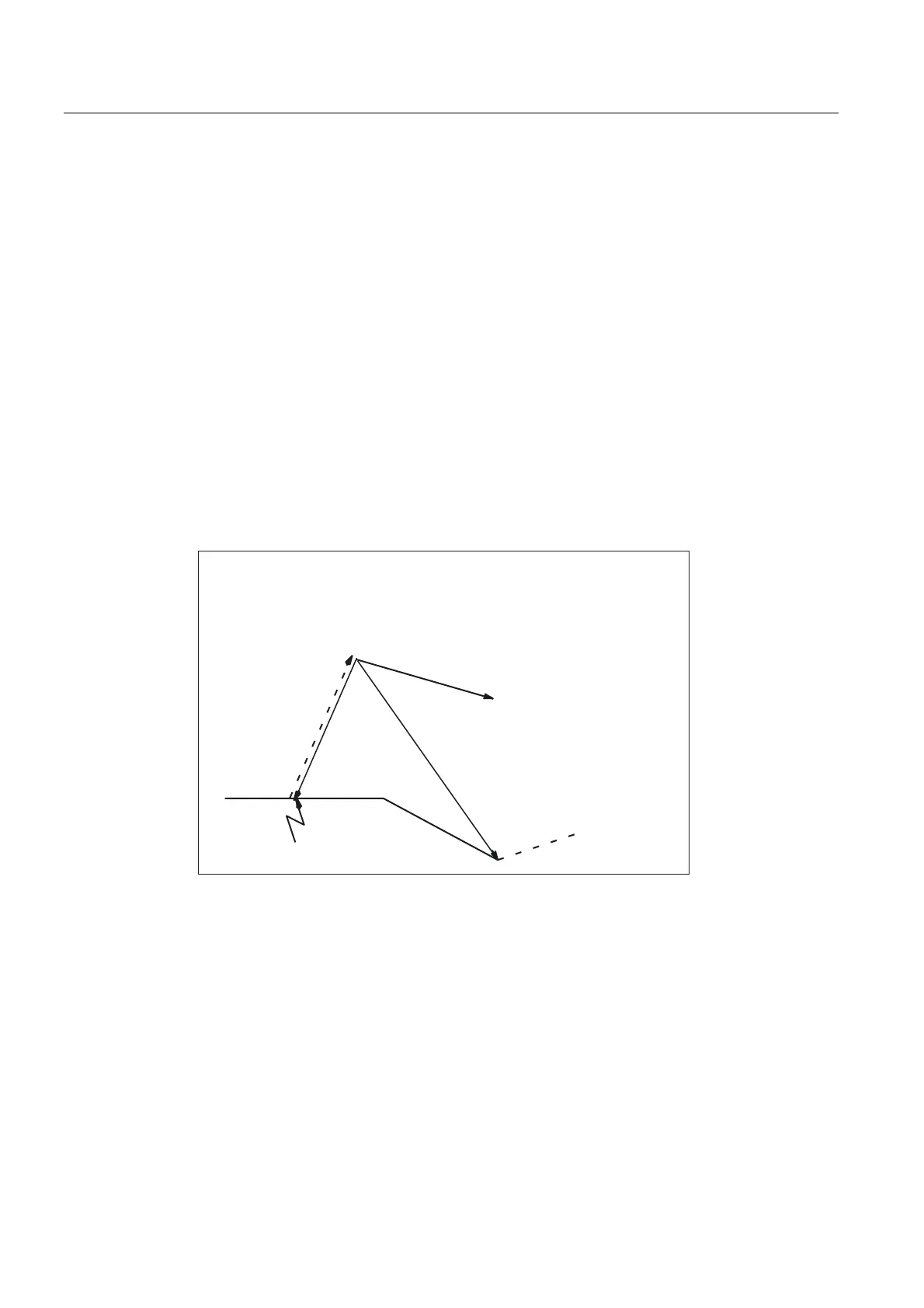
Point of interruption
Standard (with G90)
Path with
REPOSL
Traversing distance of
interrupt routine
End point of interrupt routine
Standard (with G91)
Fig. 2-13 End of interrupt routine
For more information about the REPOS instruction (e.g., syntax), see
References: /PG/, "Programming Guide: Fundamentals"
SAVE command
If the SAVE command has been used to define the interrupt routine, the G codes, frames
and transformations previously active in the interrupted part program become operative
again as soon as the interrupt routine is ended.
 Loading...
Loading...














