Detailed Description
2.1 Motion monitoring functions
Axis Monitoring, Protection Zones (A3)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-9
Optimized releasing of the axis clamp via travel command
If a clamped axis is to be traversed in continuous-path mode, a travel command is issued for
the clamped axis in the rapid traverse blocks (G0) immediately before the traversing block of
the clamped axis. This way, the PLC user program can release the axis clamp again in time.
(The travel command is set a maximum of two rapid travers blocks prior (including
intermediate blocks) to retain the reference to the initiating part program block).
Parameterization:
MD36052 $MA_STOP_ON_CLAMPING = 'H03'
Prerequisites for the PLC user program
• The axis is removed from the clamp as soon as a travel command is pending.
• The axis may be removed from the clamp even if only during positioning (G0).
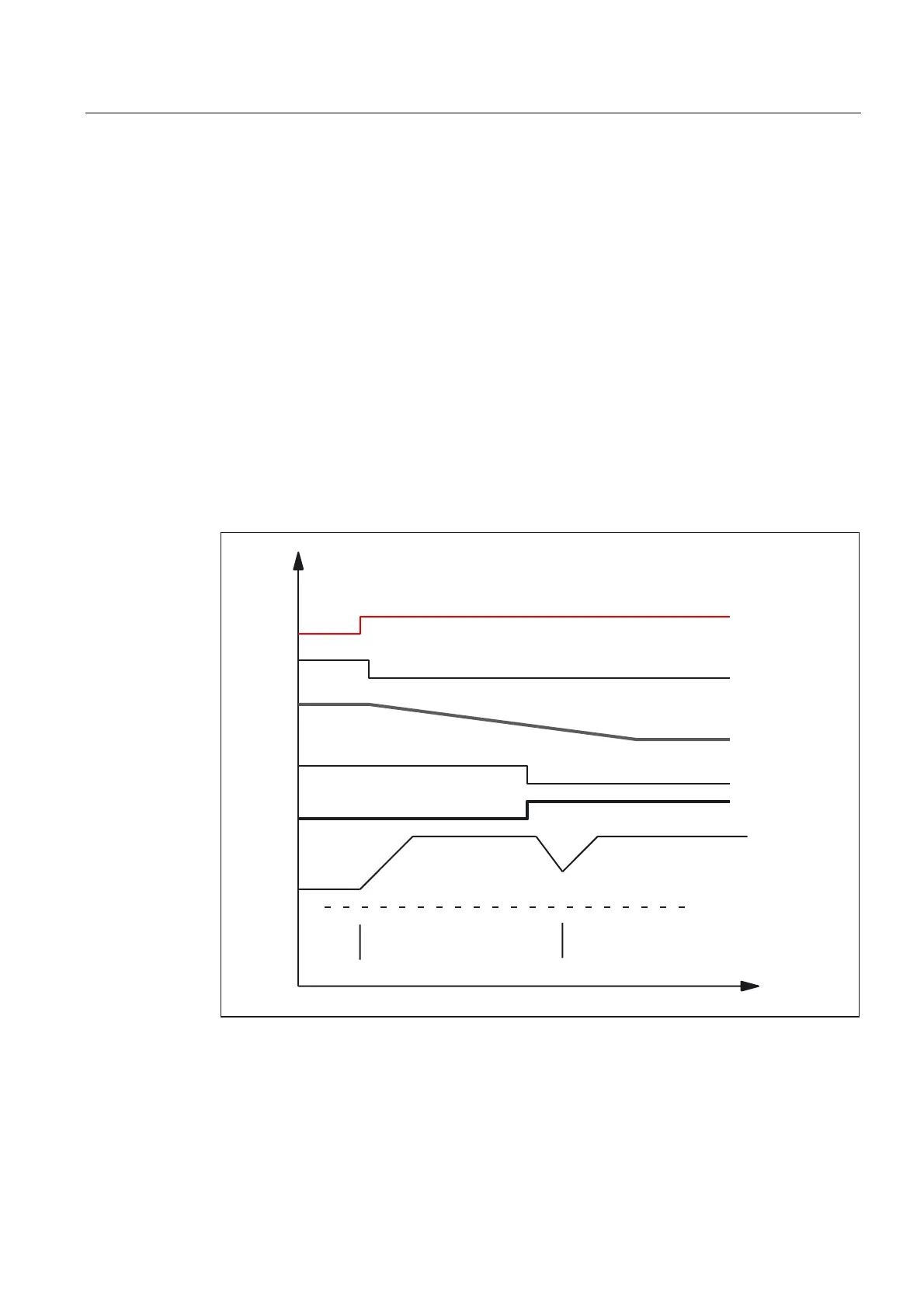
The following image shows an example of the interface signals and states upon releasing of
the axis clamp. The part program blocks N220, N310 and N410 refer to the schematic
example under certain boundary conditions.
W>PV@
1
*;
1 1
*$7XUQURWDU\
5HOHDVHD[LVFODPSIRU
0'6723B21B&/$03,1*>@ +
&ODPSD[LV
)HHGVWRS
0RWLRQFRPPDQG
&RQWUROOHUHQDEOH
3DWKYHORFLW\
*=5HWUDFW
WDEOH
$[LVFODPSLQJSUHVVXUH
Fig. 2-4 Example 2: Interface signals and states
 Loading...
Loading...














