Detailed Description
2.4 Frames
Axis Types, Coordinate Systems, Frames (K2)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-99
The end point of such a motion is programmed with MOVT= ....
The programmed value is effective incrementally in the tool direction as standard.
The positive direction is defined from the tool tip to the tool adapter. The content of MOVT is
thus generally negative for the infeed motion (when drilling), and positive for the retraction
motion. This corresponds to the situation with normal paraxial machining,
e.g., with G91 Z ....
Instead of MOVT= ... it is also possible to write MOVT=IC( ...) if it is to be plainly visible
that MOVT is to function incrementally. There is no functional difference between the two
forms.
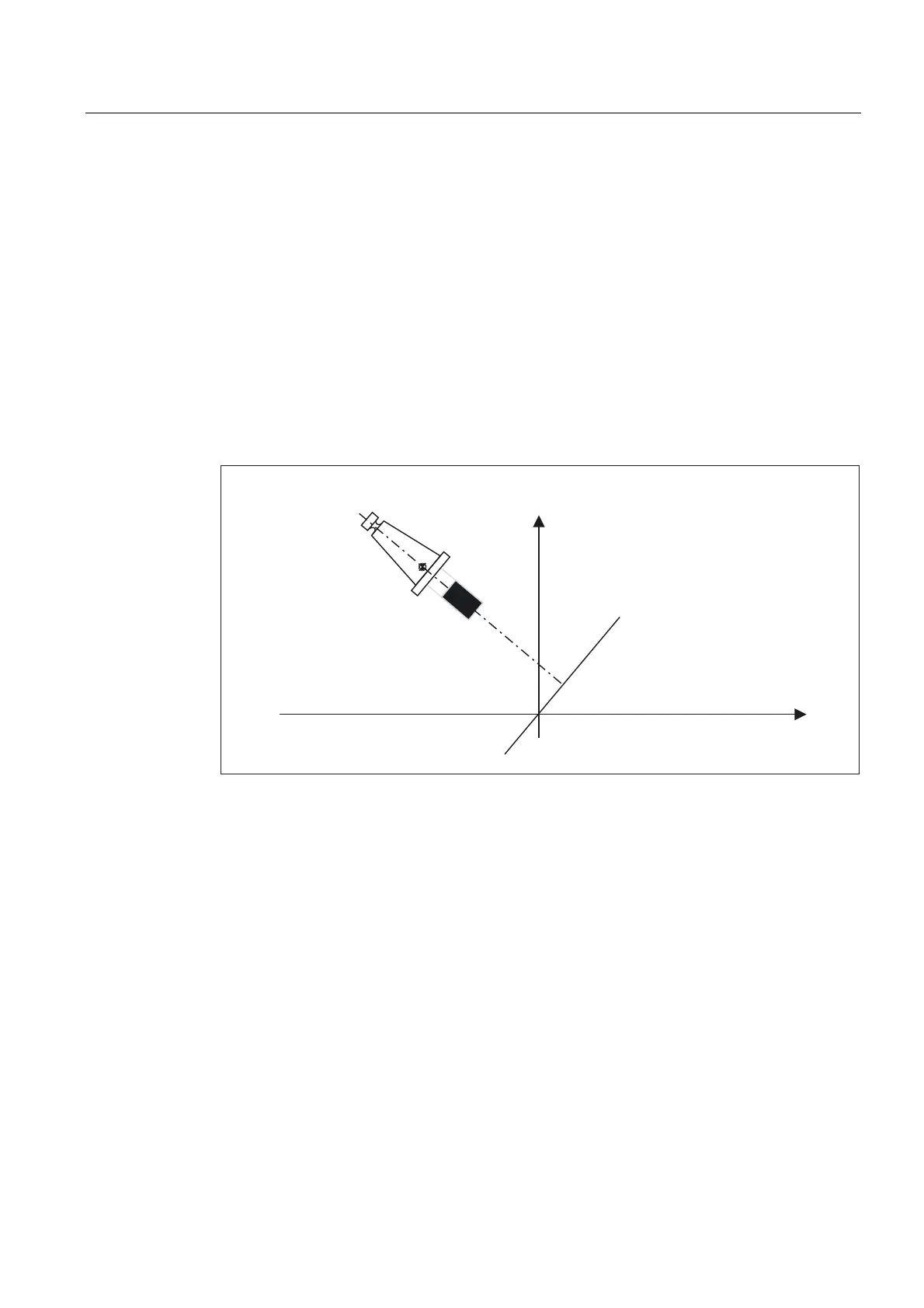
If the motion is programmed in the form MOVT=AC( ...), MOVT functions absolutely.
In this case a plane is defined, which runs through the current zero point, and whose surface
normal vector is parallel to the tool orientation. MOVT then gives the position relative to this
plane (see figure). The reference plane is only used to calculate the end position. Active
frames are not affected by this internal calculation.
0297 $&
[
]
$X[LOLDU\SODQH
Programming with MOVT is independent of the existence of an orientational toolholder. The
direction of the motion is dependent on the active plane.
It runs in the directions of the vertical axes, i.e., with G17 in Z direction, with G18 in
Y direction and with G19 in X direction. This applies both where no orientational toolholder is
active and for the case of an orientational toolholder without rotary tool or with a rotary tool in
its basic setting.
MOVT acts similarly for active orientation transformation (3-4-5-axis transformation).
If in a block with MOVT the tool orientation is changed simultaneously (e.g., active 5-axis
transformation by means of simultaneous interpolation of the rotary axes), the orientation at
the start of the block is decisive for the direction of movement of MOVT.
With an active 5-axis transformation, the path of the tool center point (TCP) is not affected by
the change or orientation, i.e., the path remains a straight line and its direction determined by
the tool orientation at the start of the block.
 Loading...
Loading...














