MECHANICAL
CYLINDER BLOCK
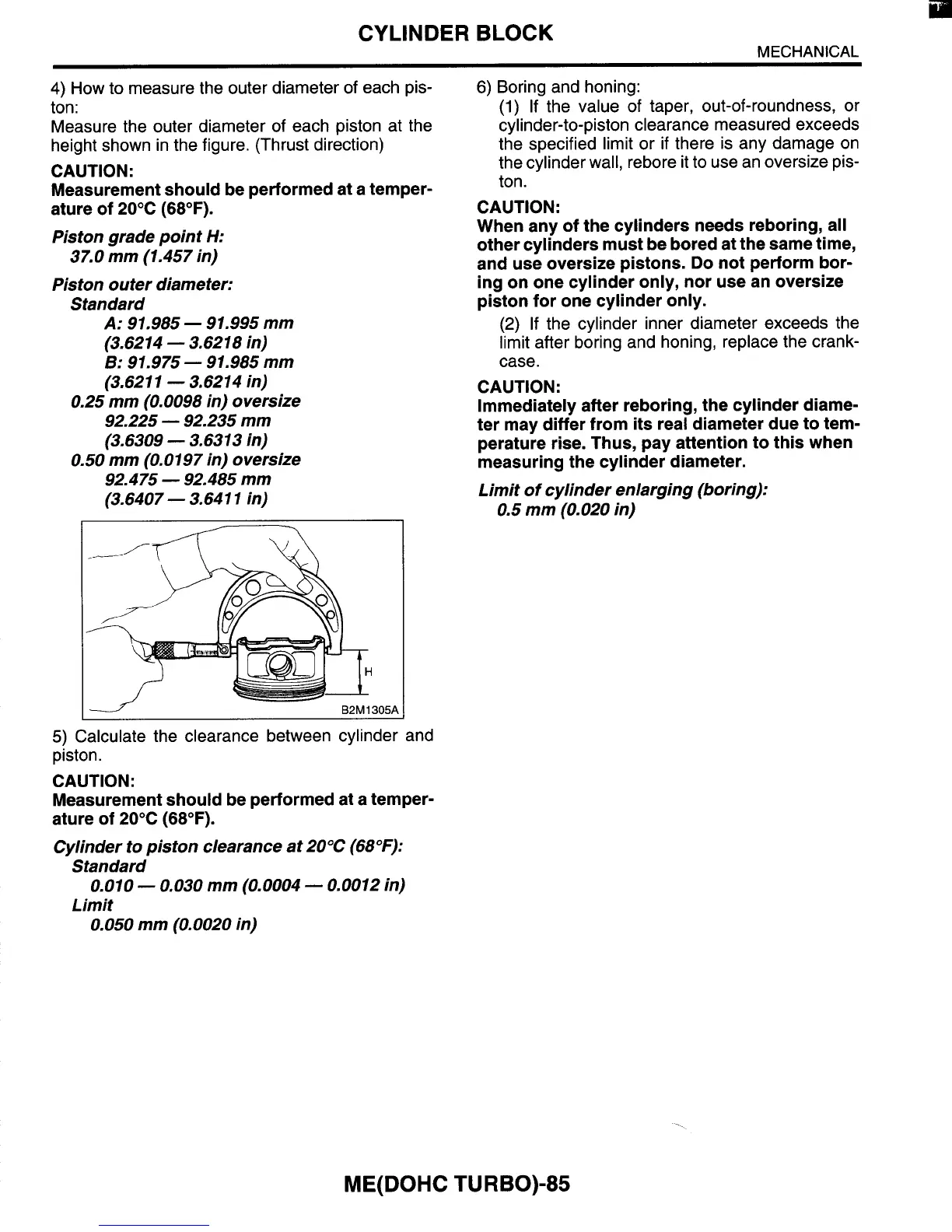
4)
How to measure the outer diameter of each pis-
ton:
Measure the outer diameter of each piston at the
height shown in the figure. (Thrust direction)
CAUTION:
Measurement should be performed at a temper-
ature of 20°C
(68°F).
Piston grade point
H:
37.0 mm (1.457 in)
Piston outer diameter:
Standard
A:
91.985
-
91.995 mm
(3.6214
-
3.6218 in)
B:
91.975
-
91.985 mm
(3.621 1
-
3.6214 in)
0.25 mm (0.0098 in) oversize
92.225-92.235"
(3.6309
-
3.6313 in)
0.50 mm (0.0197 in) oversize
92.475-92.485"
(3.6407
-
3.641 1 in)
6)
Boring and honing:
(1)
If the value of taper, out-of-roundness, or
cylinder-to-piston clearance measured exceeds
the specified limit or
if
there
is
any damage on
the cylinder wall, rebore
it
to use an oversize pis-
ton.
CAUTION:
When any of the cylinders needs reboring, all
other cylinders must be bored at the same time,
and use oversize pistons.
Do
not perform bor-
ing on one cylinder only, nor use an oversize
piston for one cylinder only.
(2)
If the cylinder inner diameter exceeds the
limit after boring and honing, replace the crank-
case.
CAUTION:
Immediately after reboring, the cylinder diame-
ter may differ from its real diameter due to tem-
perature rise. Thus, pay attention to this when
measuring the cylinder diameter.
Limit
of
cylinder enlarging (boring):
0.5 mm (0.020 in)
IJ
B2M1305A
5)
Calculate the clearance between cylinder and
piston.
CAUTION:
Measurement should be performed at a temper-
ature of
20°C
(68°F).
Cylinder to piston clearance at 20°C (68OF):
0.010
-
0.030 mm (0.0004
-
0.0012 in)
0.050 mm (0.0020 in)
Standard
Limit
ME(D0HC
TU
RBO)-85