CHAPTER 6: MAINTENANCE
HF-2500A HIGH FREQUENCY WELD CONTROL
6-2 990-371
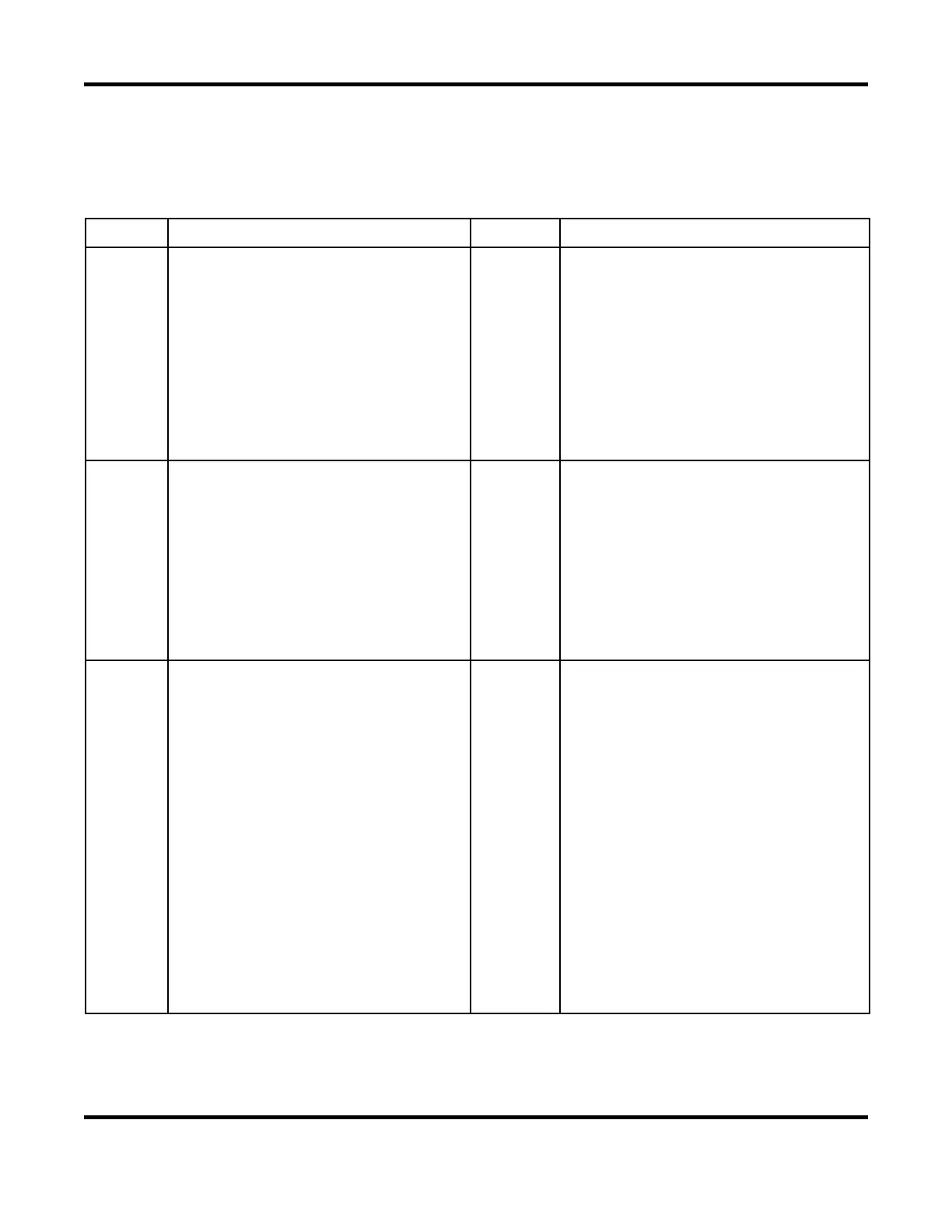
Section II. Troubleshooting
Troubleshooting
Problem Cause (in order of probability) Problem Cause (in order of probability)
Electrode
Damage
1. Excessive current/energy set at HF-
2500A
1.
Excessive or insufficient weld head
force
1. Wrong electrode tip shape
2. Excessive weld time set at HF-2500A
2.
Contaminated weld piece surface/
plating
2. Wrong electrode material
2. Contaminated electrode surface
Electrode
Sparking
1. Excessive current/energy set at HF-2500A
1. Insufficient weld head force
1. Slow weld head follow-up
1.
Incompatible weld piece projection
design
1. Contaminated weld piece surface/ plating
1. Wrong electrode tip shape
2. Wrong electrode material
2. Contaminated electrode surface
Electrode
Sticking
1.
Contaminated weld piece surface/
plating
1. Wrong electrode material/ tip shape
1. Insufficient weld head force
2. Excessive current/energy set at HF-
2500A
2. Excessive weld time set at HF-2500A
2. Contaminated electrode surface
3. Slow weld head follow-up
Weld Piece
Warping
1. Excessive weld time set at HF-2500A
1. Excessive weld head force
1.
Incompatible weld piece projection
design
2. Incompatible weld piece materials
2. Wrong electrode tip shape
3. Excessive current/energy set at HF-2500A
Insufficien
t Weld
Nugget
1. Insufficient current/ energy set at HF-
2500A
1. Wrong electrode material/ tip shape
1. Worn/mushroomed electrodes
2. Insufficient weld time set at HF-2500A
2. Incorrect weld head polarity
2.
Contaminated weld piece surface/
plating
2. Excessive weld head force
3. Insufficient weld head force
3. Contaminated electrode surface
3.
Incompatible weld piece projection
design
3. Slow weld head follow-up
4. Incompatible weld piece materials
4. No cover gas on weld piece
Metal
Expulsion
1. Excessive current/energy set at HF-2500A
1. Insufficient weld head force
1. Slow weld head follow-up
1.
Incompatible weld piece projection
design
2. Contaminated weld piece surface/ plating
2. Incompatible weld piece materials
2. Contaminated electrode surface
2. Wrong electrode tip shape
3. No cover gas on weld piece
4. Excessive weld time set at HF-2500A