7
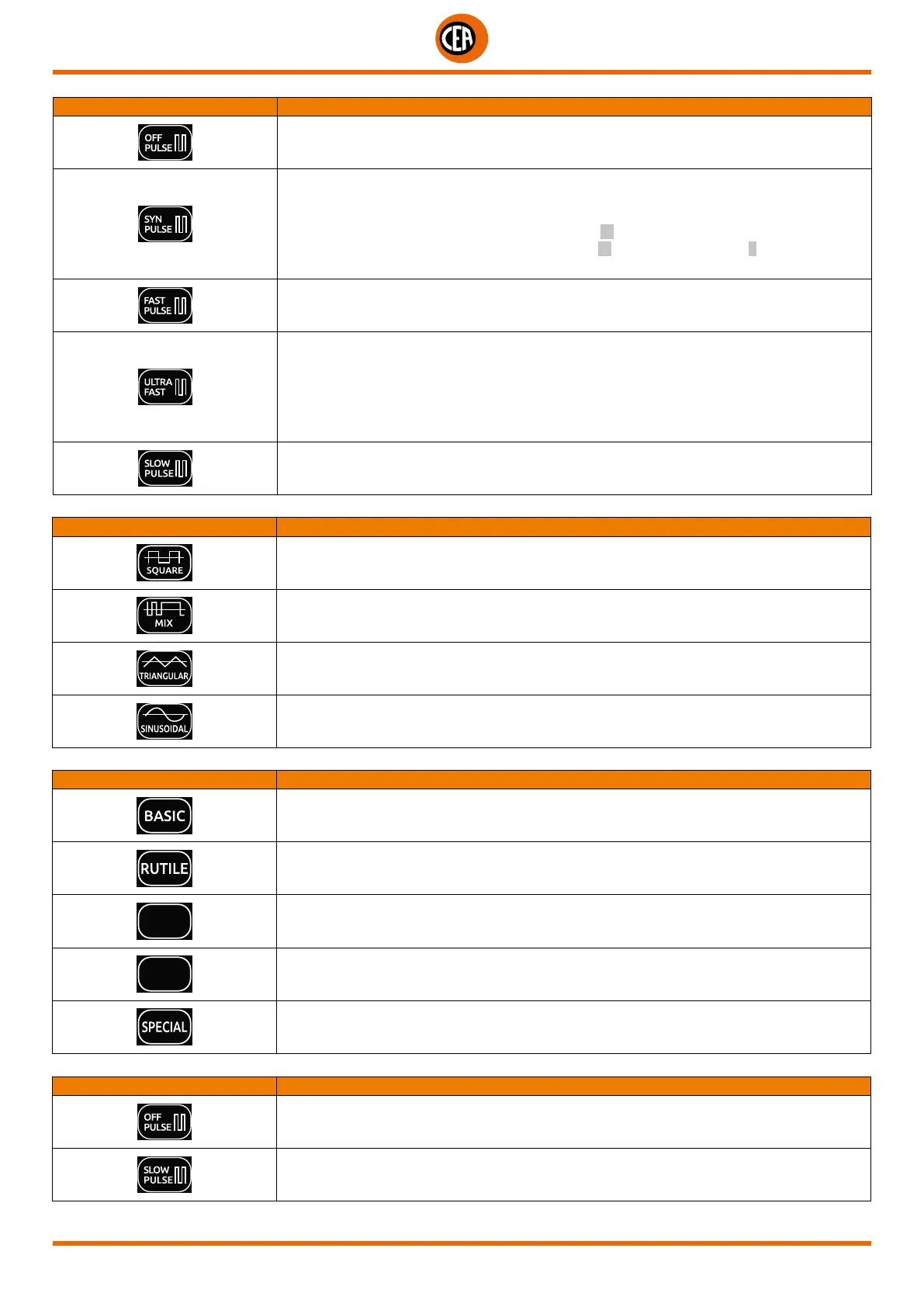
PULSATION TYPE DESCRIPTION
OFF pulse - Pulsation off.
SYN PULSE - Synergic pulsation.
TIG pulse welding with synergic setting of parameters.
This function, which is good for less skilled operators, makes it possible to change the
pulsation parameter (for example, the peak current I
p ) and the other values for the
corresponding pulsation parameters (Base current Ib - Pulsation frequency f ) vary
automatically.
FAST PULSE - Fast pulsation (0,5-500Hz).
ULTRA FAST PULSE - Ultra fast pulsation (550-2000Hz).
The possibility of using pulsation frequencies that are not as high, up to 2000 Hz, ideal for
welding minor thicknesses, makes it possible to achieve a great reduction in the arc cone
and the area thermally altered, with a more stable, concentrated arc and an increase in weld
penetration and speed.
SLOW PULSE - Slow pulsation, with setting of the duration of the PEAK current and of the
BASIC current.
TYPE OF TIG AC WAVE DESCRIPTION
DYNAMIC TIG - Square wave: highly dynamic arc for all applications.
SPEED TIG: Mixed wave: excellent penetration with high welding speed and low electrode
consumption. Ideal for average / thick thicknesses and vertical welds. Increases penetration,
thermal control of the arc, and lifespan of the electrode.
COLD TIG - Triangular wave: low heat generation with reduced distortion, ideal for minor
thicknesses.
SOFT TIG - Sinusoidal wave: gentle, soft arc with low noise, ideal for average thicknesses.
MMA ELECTRODES DESCRIPTION
Basic electrode
Rutile electrode
Cr Ni
Electrode for stainless steel
CELL
Cellulose electrode
Special electrodes
TYPE OF MMA DC PULSATION DESCRIPTION
OFF pulse - Pulsation off
SLOW PULSE - Slow MMA Pulsation
 Loading...
Loading...







