28
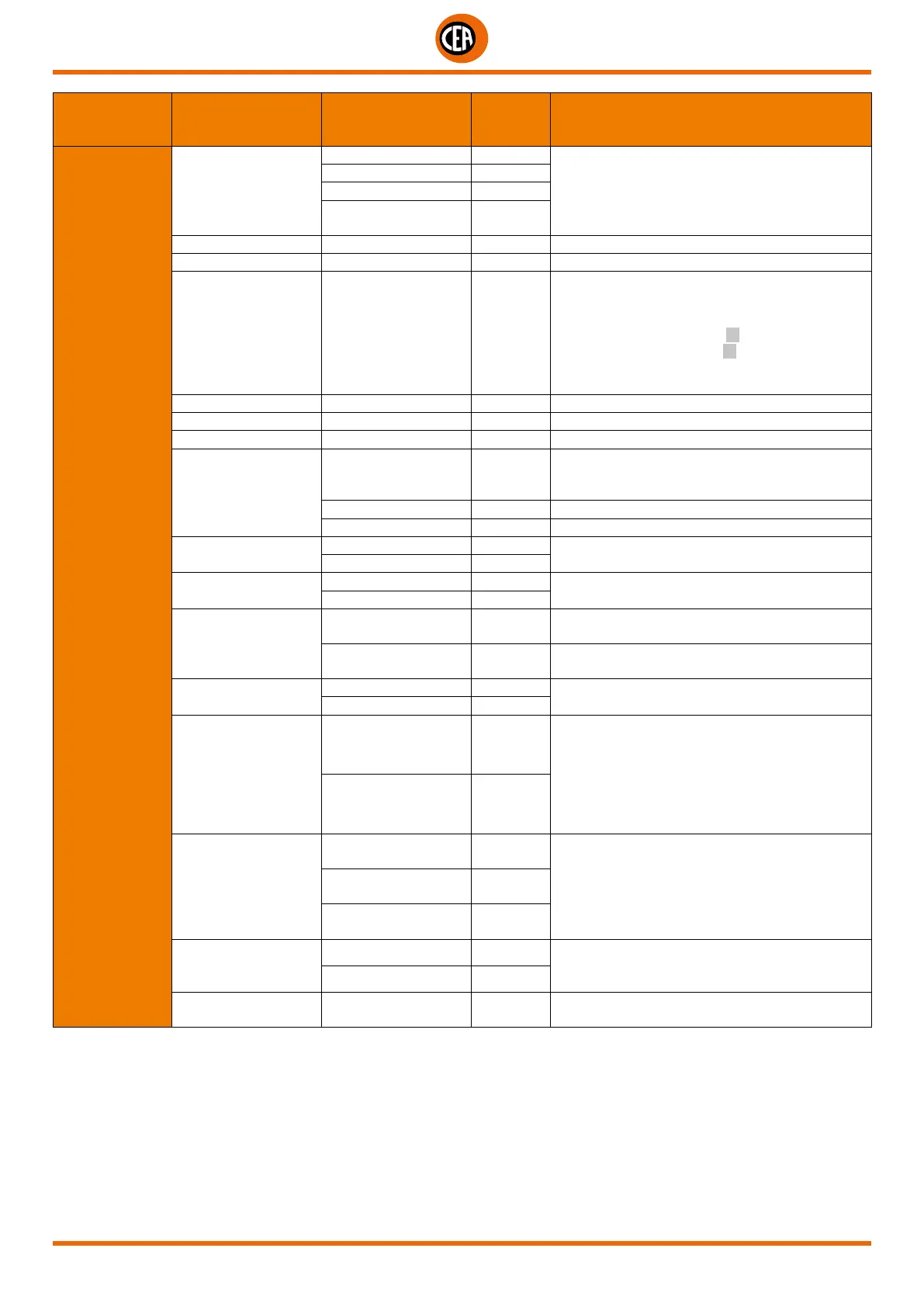
MAIN MENU MAIN SUB-MENU
PARAMETERS /
HIGH - LOW LIMIT
DEFAULT
VALUE
NOTE
WELDING
REMOTE MODE
REMOTE DISABLED X
Allow disabling / re-enabling of the remote control
used
MANUAL CONTROL
PEDAL CONTROL
POTENTIOMETER
TORCH
MAX PRE-GAS 1,0 s (1,0-2,50) 1,0 s Maximum settable PRE-GAS time limit
MAX SLOPE-UP 5,0 s (5,0-10,0) 5,0 s Maximum settable SLOPE-UP time limit
REMOTE FLOOR
5A (1-220) -
MATRIX X220
5A (1-300) -
MATRIX X300
5 A
Minimum settable remote control current limit.
WARNING: If the minimum limit setting (for the re-
mote control MINIMUM CURRENT) is greater than
or equal to the value for the I1 MAIN welding CUR-
RENT, you will weld at the I1 MAIN welding CUR-
RENT, irrespective of the setting you have chosen
on the remote control.
MAX SLOPE-DOWN 8,0 s (8,0-15,0) 8,0 s Maximum settable SLOPE-DOWN time limit
MAX POST-GAS 25,0 s (10,0-25,0) 25,0 s Maximum settable POST-GAS time limit
MAX SPOT 25,0 s (10,0-25,0) 25,0 s Maximum settable SPOT WELDING time limit
COOLING
ON DEMAND X
ON DEMAND cooling on in automatic mode.
During welding or for a certain period of time after
this is finished.
ALWAYS ON Cooling always on
ALWAYS OFF Cooling always off
ANTI-STICK
ACTIVE X
Anti-sticking mode active or deactivated for all
processes
INACTIVE
AC START
POSITIVE X
AC ignition mode with positive or negative polarity
NEGATIVE
IGNITION
TIP-SIZE X
Automatic TIG ignition current regulation, based on
the electrode size chosen
MANUAL
Manual setting of the current and duration of the
ignition time
2T-4T AUTO ADV
INACTIVE X
Enabling 2/4 touch STANDARD or AUTO
ADVANCE
ACTIVE
OCV-R
INACTIVE X
Enabling the OCV-R device for MMA welding
Reduce the voltage without load between the
output terminals (<35V) when the welding machine
is not in the welding cycle
Activation of this is indicated by the OCV-R
indicator switching on, on the display.
ACTIVE
REIGNITION
AT START UP X
Automatic TIG arc reignition mode. It is possible
to choose enabling of automatic reignition within
the first 3 seconds of welding, automatic reignition
enabled throughout welding, or to disable
automatic reignition
ALWAYS ON
ALWAYS OFF
JOB SCAN
INACTIVE X
When using a standard torch, a single button can
be used to go to the next JOB by pushing and
releasing the button within 1 second
ACTIVE
GAS TEST
DURATION
15 s (5-60) 15 s Duration of the welding gas flow test