V0817, 4.4
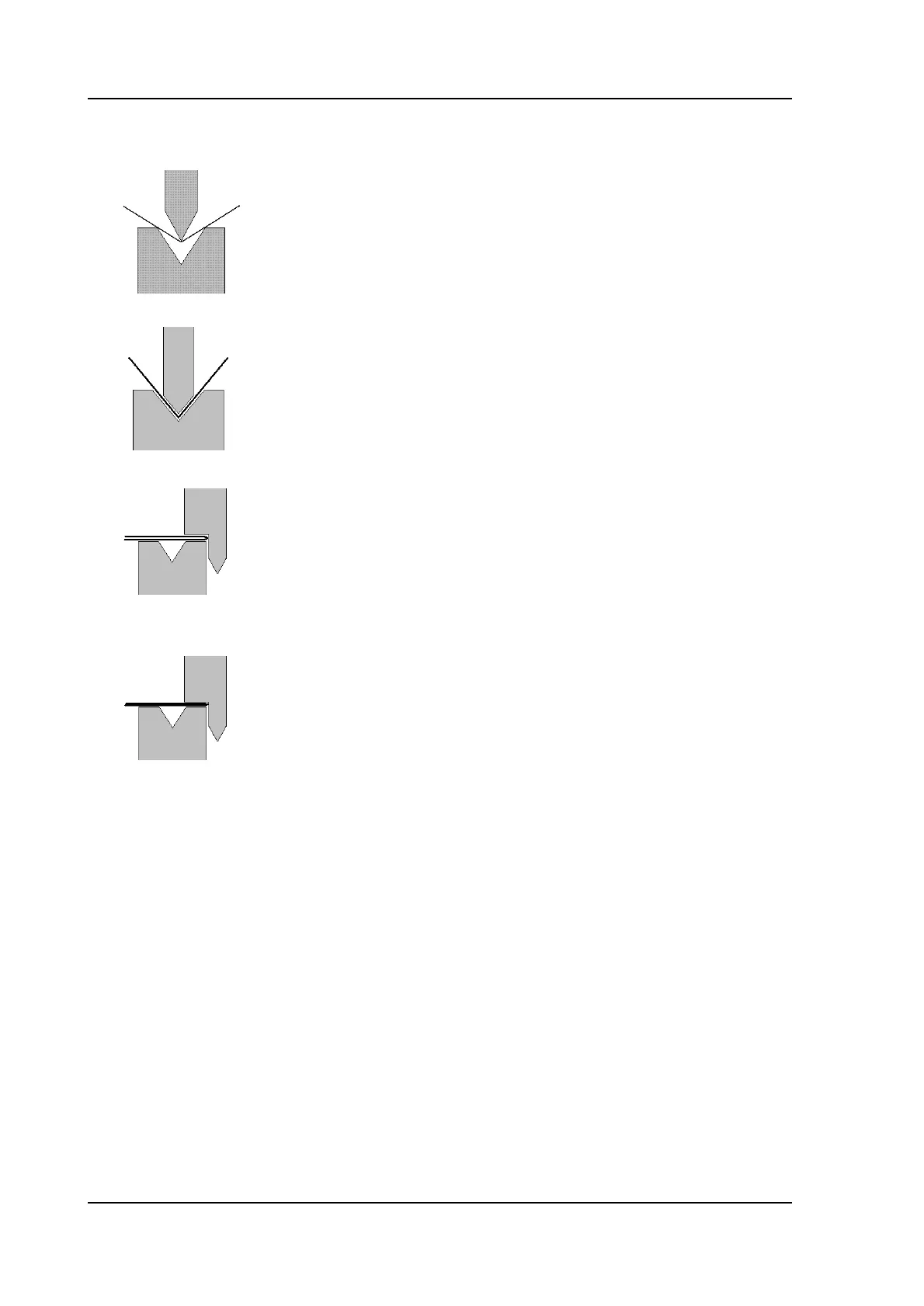
Bend methods
Note 1
The hemming bends are shown here with a special hemming punch, but this is not required.
Note 2
When bottoming operation is selected, the end of bend position of the Y-axis beam depends
on the working force. If however the force is sufficient for the beam to go to the calculated Y-
axis end of bend position, the beam stroke will be limited by the position value.
Bending length
Length of the sheet between tools.
Effective bend length
The effective length of the sheet between tools, which is used for the calculation of the
force and the crowning device (if present). This effective bend length is calculated from
the product geometry; for additional bends and simultaneous bends this calculated
value is the sum of the separate bend line lengths.
air bend The sheet is bent to the programmed angle
by bringing the punch to the required depth.
The control calculates the required Y-axis
position to obtain the programmed angle.
bottoming The sheet is bent by pressing the sheet
between the punch and the die. The control
assumes the bottom of the die as required Y-
axis position.
hemming The sheet is folded in two. This is possible
after the sheet has been bent into a sharp
angle in a previous bend. The control
calculates the precise Y-axis position for this
action: the surface of the die plus twice the
sheet thickness.
Y-axis positioning can be adjusted by
programming a 'hem opening'.
hemming &
bottoming
The same as hemming, but now the control
assumes the top of the die as required Y-axis
position. The folded sheet is pressing
between punch and die.