-- 7 6 --
cdte1de2
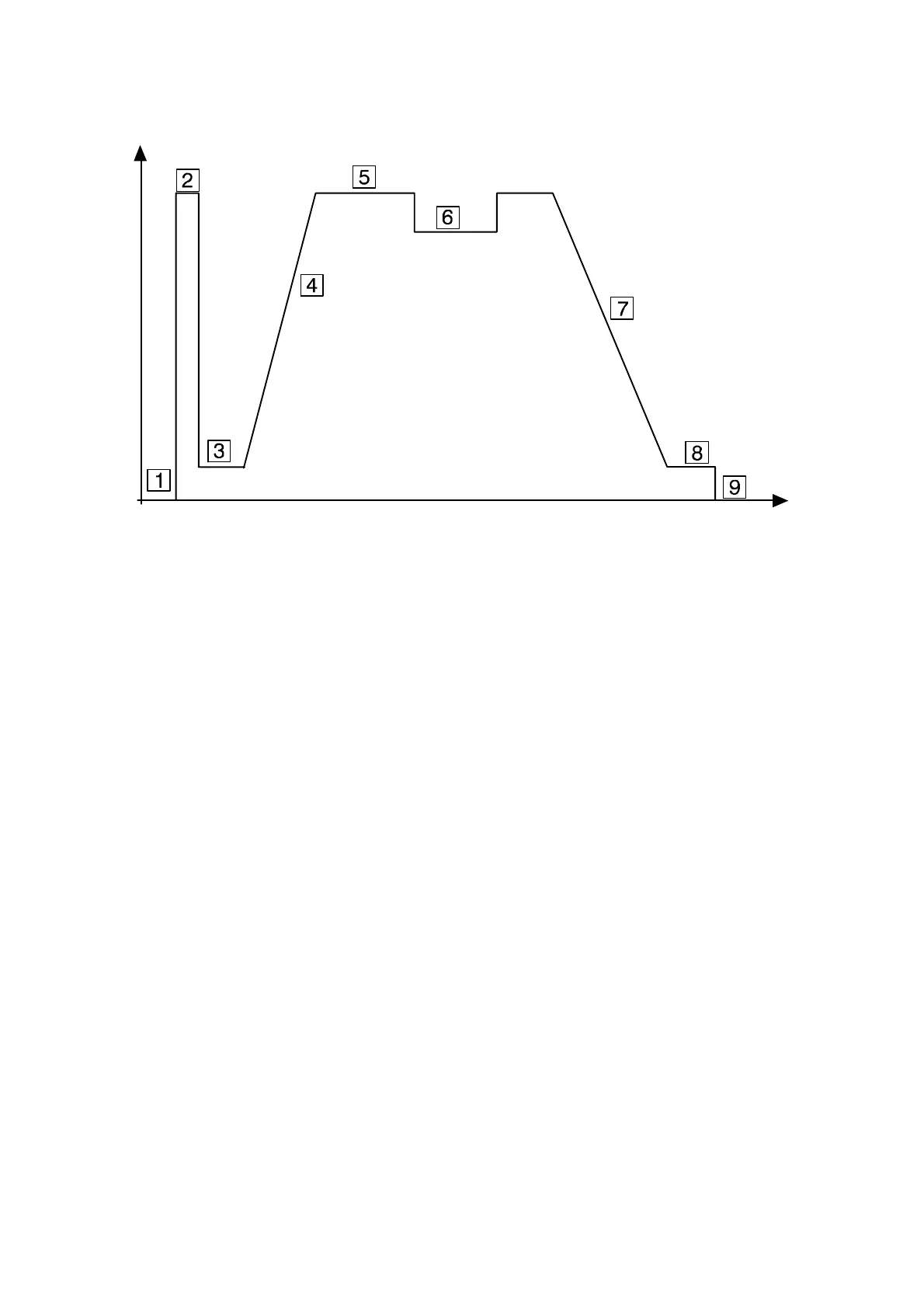
Procedure for welding with TIG 4--stroke and shift function
1. T he gas preflow time is preset to 10 ms. *
2. Hot start:
S The start current is preset to 100 A. *
S The time is adjusted on the front panel: Between 20 and 500 ms.
(For MMA welding: 200 to 2000 ms.)
3. The start current is preset by the software to 10 A in the DTE 200 and 15 A in DTE 255.
4. The slope--up time is adjusted on the front panel: 0 -- 10 s.
5. The pulse current is adjusted on the front panel: 5 -- 200 A, 250 A in DTE 255.
6. The background current is adjusted on the front panel: 10 -- 90% of the pulse current.
7. The slope--down time is adjusted on the front panel: 0 -- 10 s.
8. The end current is preset to 5 A. *
9. The gas postflow time is adjusted on the front panel: 3 -- 30 s.
* Instructions for the setting of the trim potentiometers for gas preflow time, hot start
current and end current are on page 34 and 36.