104
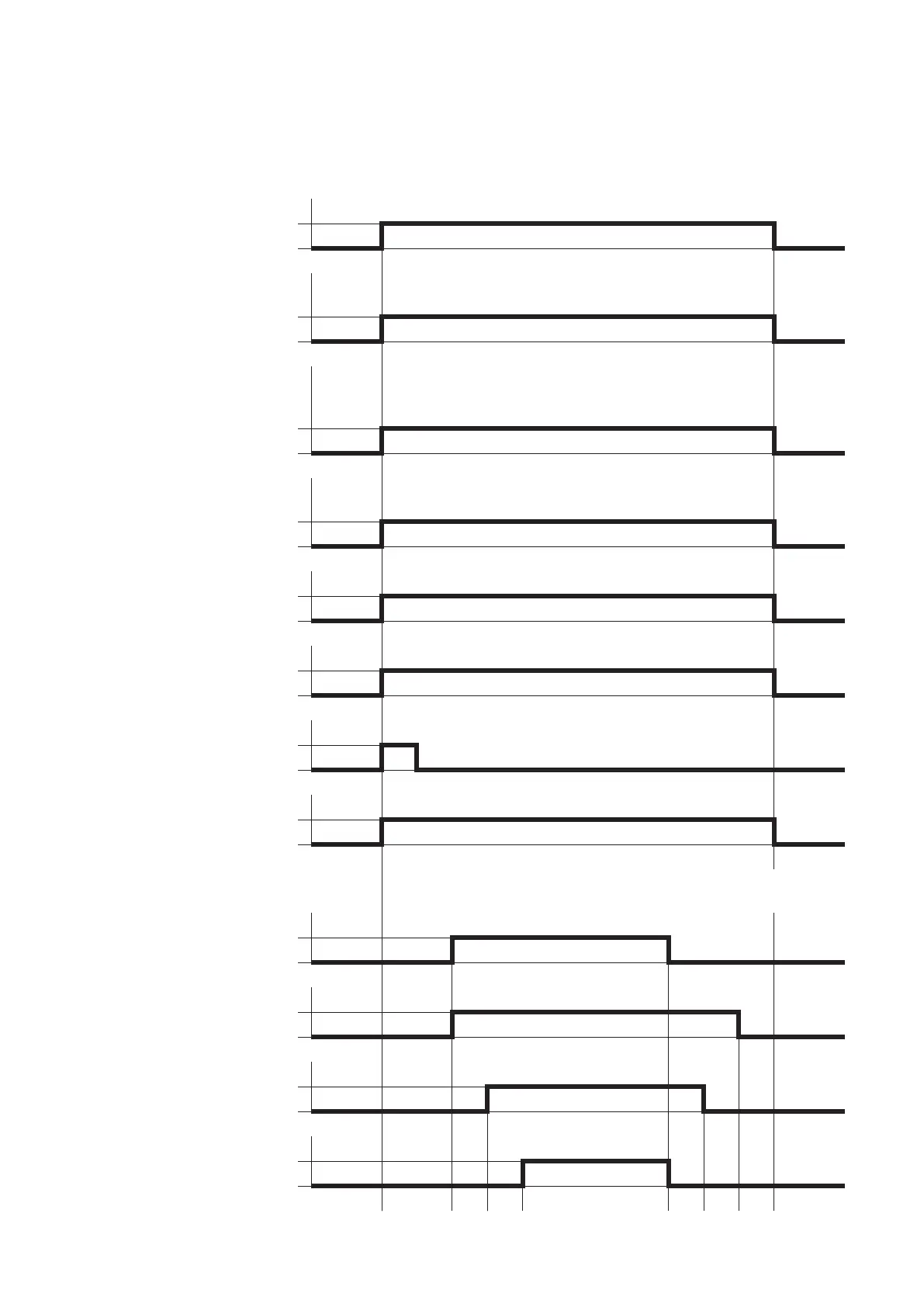
Parcours du signal lors de la sélection par le numéro
de programme et valeurs de consigne sans erreur
Bit de service 0-2
Programme standard /
Arc pulsé
Puissance de soudage (valeur
de consigne)
(Welding power)
Correction de la longueur de
l’arc électrique (valeur de
consigne)
(Arc length correction)
Correction de l‘impulsion (va-
leur de consigne)
(Pulse correction)
Brûlure retour
(Burn back time)
Robot prêt
(Robot ready)
Valider panne de source
(Source error reset)
Numéro de programme
(Program bit 0-6)
REMARQUE! Des informations complémentaires figurent à la
section « Procédures recommandées par Fronius »
Soudage activé
(Welding start)
Processus actif
(Process active signal)
Arc électrique stable
(Arc stable)
Signal courant principal
(Main current signal)