111
FR
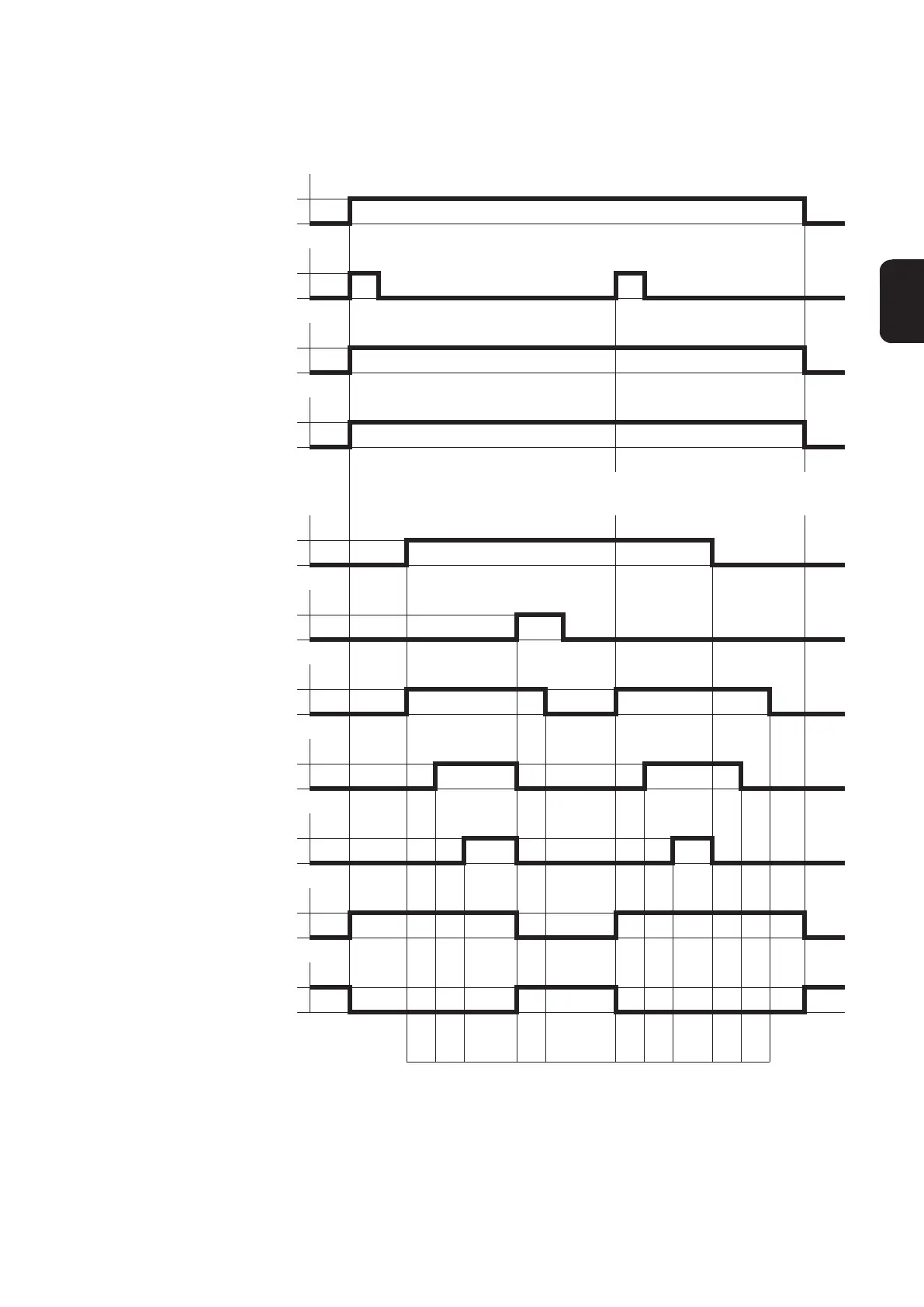
Parcours du signal lors de la sélection du numéro de
job avec signal de limite (arrêt de l’installation)
(1) Temps de pré-débit de gaz
(2) Courant d‘amorçage
(3) Courant de soudage
(4) Courant de fin de soudage
(5) Temps de post-débit de gaz
Robot prêt
(Robot ready)
Valider panne de source
(Source error reset)
Bit de service 1 (Mode 1)
(Job mode)
Numéro de job
(Job / Program bit 0-7)
REMARQUE! Des informations complémentaires figurent à la sec-
tion « Procédures recommandées par Fronius »
Soudage avtivé
(Welding start)
Processus actif
(Process active)
Erreur Limit, Arrêt
(Stop)
Arc électrique stable
(Arc stable)
Signal courant principal
(Main current signal)
Source de courant prête
(Power source ready)
Numéro d‘erreur
(Error number)
(1) (2) (3) (5) (1) (2) (3) (4) (5)