86
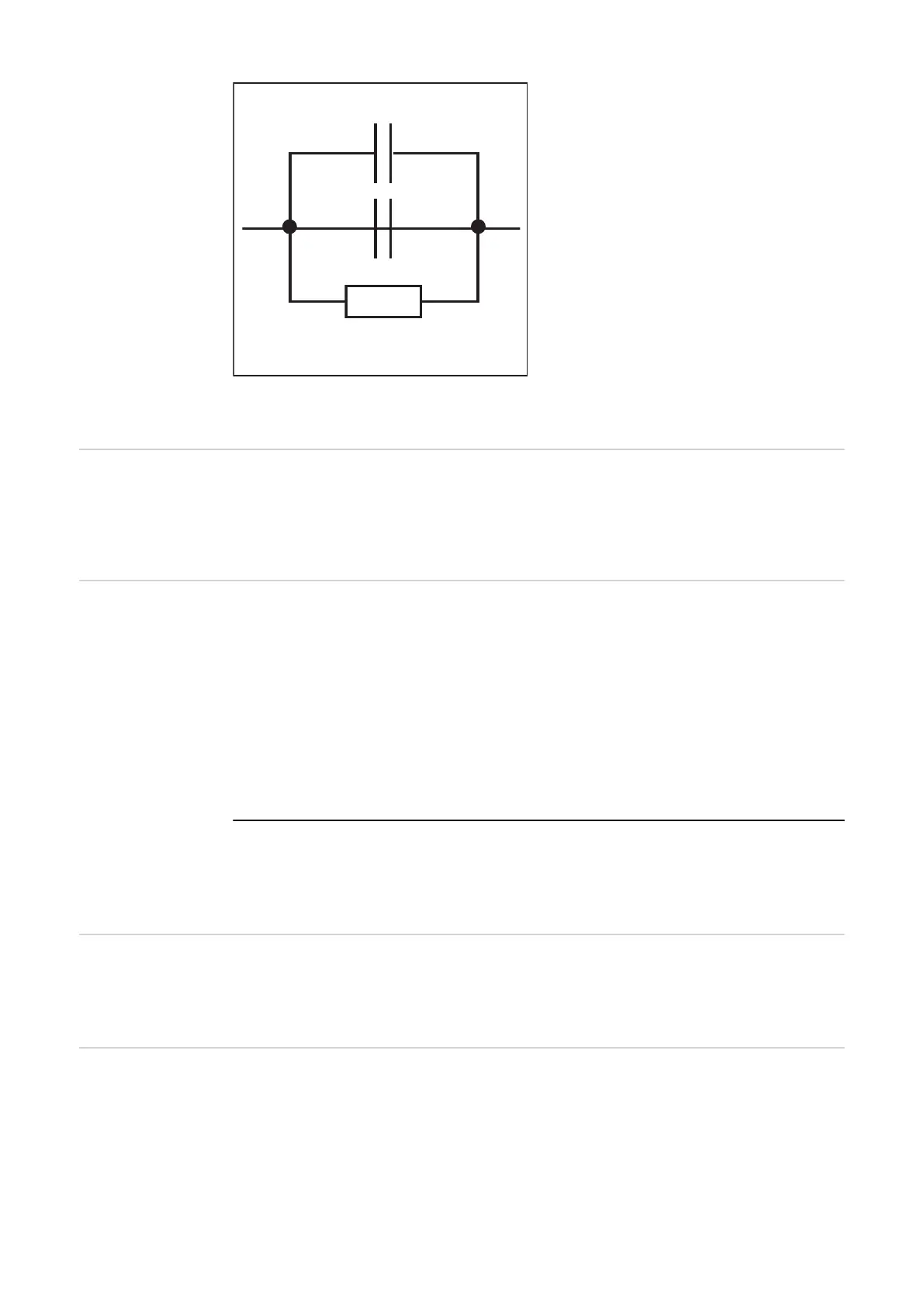
Circuit RC pour connecter le câble de courant de sou-
dage à la buse gaz
(1) Câble der courant de soudage
(2) Buse gaz
Soufflage torche Si une électrovanne supplémentaire est intégrée pour l’air comprimé dans le dévidoir du
robot, elle peut être actionnée au moyen de la commande „Soufflage torche“. Le signal
„Soufflage torche“ sert à enlever les impuretés présentes sur la buse gaz après le net-
toyage de la torche.
Valider la panne
de source
En cas de survenue d’une erreur, celle-ci persiste jusqu’à ce que la commande robot en-
voie le signal „Valider la panne de source“ à la source de courant. Toutefois, la cause du
déclenchement de l’erreur doit être éliminée. Étant donné que le signal est commandé par
niveau, il ne réagit pas à un flanc d’impulsion croissant. Si le signal „Valider la panne de
source“ est toujours réglé sur le niveau HIGH, une erreur qui survient est immédiatement
réinitialisée après son élimination.
IMPORTANT!
Le robot ne doit pas créer de signal „Soudage activé“, car la source de courant re-
commencerait alors à souder immédiatement après l’élimination de l’erreur.
Lors de la sélection d’une courbe caractéristique non programmée, le message „no | PrG“
apparaît sur l’affichage. La commande robot supprime le signal „Source de courant prête“.
Pour réinitialiser, sélectionner un emplacement de programme occupé.
Numéro de job Ce signal 8 bit sert au soudage avec des paramètres de soudage qui ont été enregistrés
sous le numéro de job sélectionné. La sélection du numéro de job 0 permet de sélectionner
le job sur le panneau de commande avant.
Numéro de pro-
gramme
Le soudage ne se fait pas en mode job. En indiquant la puissance, la correction de la lon-
gueur de l’arc électrique, la correction de l’impulsion et la brûlure retour, la saisie du ma-
tériau, du gaz et du diamètre de fil utilisés s’effectue par le biais de ce numéro de
programme.
Pour sélectionner le programme sur le panneau de commande avant de la source de cou-
rant, sélectionner le numéro de programme 0 sur la commande robot.
(1)
C1: 2,2 µF / 160 V / 10 %
C2: 4,7 µF / 160 V / 10 %
R: 10 kOhm / 1 W / 10 %
(2)