38
Von Fronius empfohlene Vorgehensweise
Zeitgleiche An-
wahl der Signale
„Job-Nummer“
oder „Programm-
Nummer“ und
„Schweißen ein“
HINWEIS!
Die zeitgleiche Anwahl der Signale „Job-Nummer“ oder „Programm-Nummer“ und
„Schweißen ein“ kann die Zündung und die Schweißdaten- Dokumentation beein-
flussen.
Empfohlene Vor-
gehensweise bei
Job-/Programm-
Anwahl ohne
Kennlinien-Ände-
rung
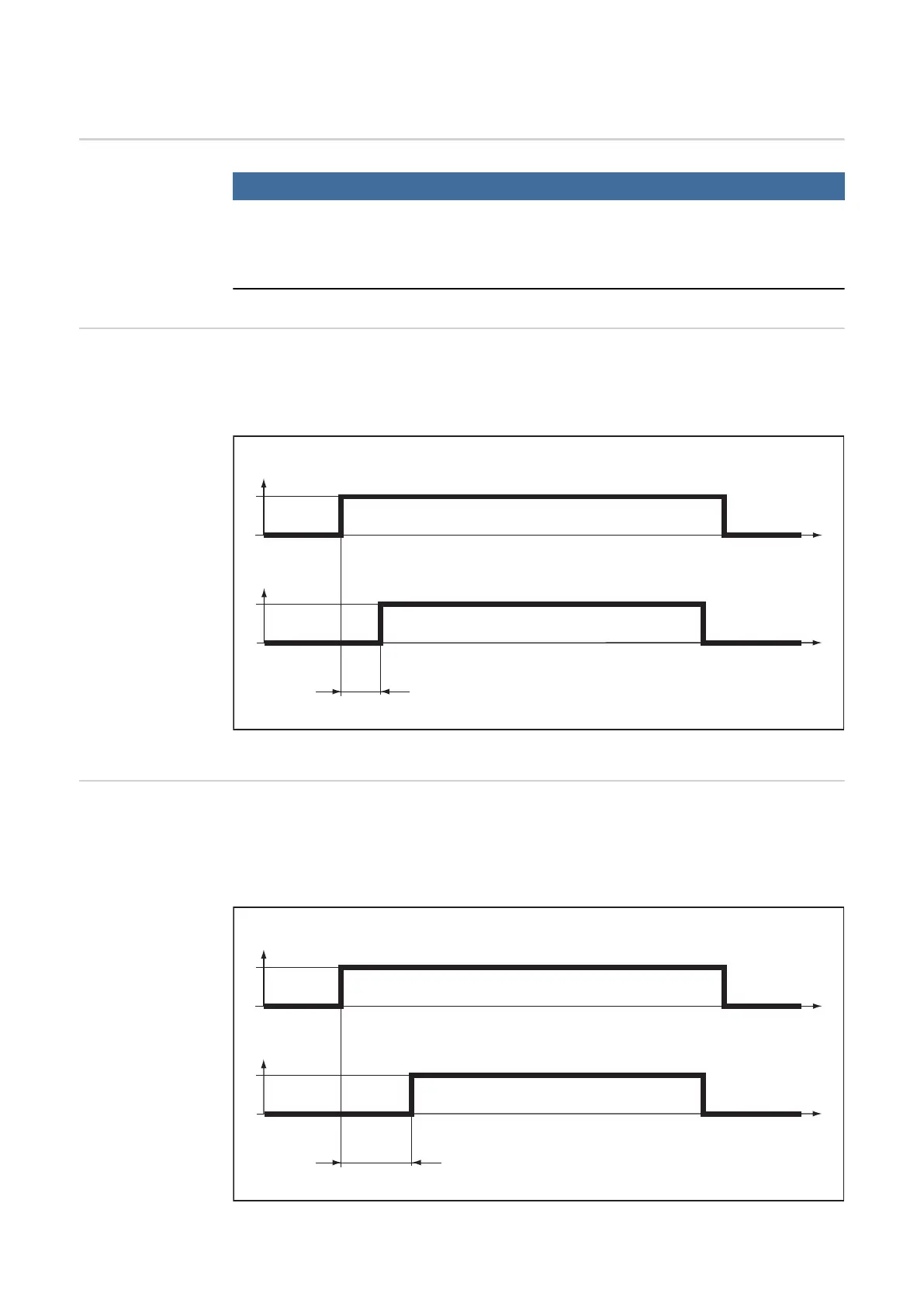
Bei einer Job- oder Programmanwahl ohne Kennlinien-Änderung empfiehlt Fronius zwi-
schen dem Signal „Job-Nummer“ oder „Programm-Nummer“ (1) und dem Signal „Schwei-
ßen ein“ (2) einen zeitlichen Abstand von mindestens 0,1 s zu berücksichtigen.
Job-/Programm-Anwahl ohne Kennlinien-Änderung
Empfohlene Vor-
gehensweise bei
Job-/Programm-
Anwahl mit Kenn-
linien oder Be-
triebsart-
Änderung
Bei einer Job- oder Programmanwahl mit Kennlinien- oder Betriebsart-Änderung empfiehlt
Fronius zwischen dem Signal „Job-Nummer“ oder „Programm-Nummer“ (1) und dem Sig-
nal „Schweißen ein“ (2) einen zeitlichen Abstand von mindestens 0,3 - 0,8 s zu berücksich-
tigen.
Job-/Programm-Anwahl mit Kennlinien- oder Betriebsart-Änderung
min. 0,1 s
0
1
0
1
t (s)
t (s)
(1)
(2)
min. 0,3 - 0,8 s
0
1
0
1
t (s)
t (s)
(1)
(2)