59
EN
Arc length (real
value)
This specially filtered welding voltage signal is the real value for AVC control (0 - 50 V).
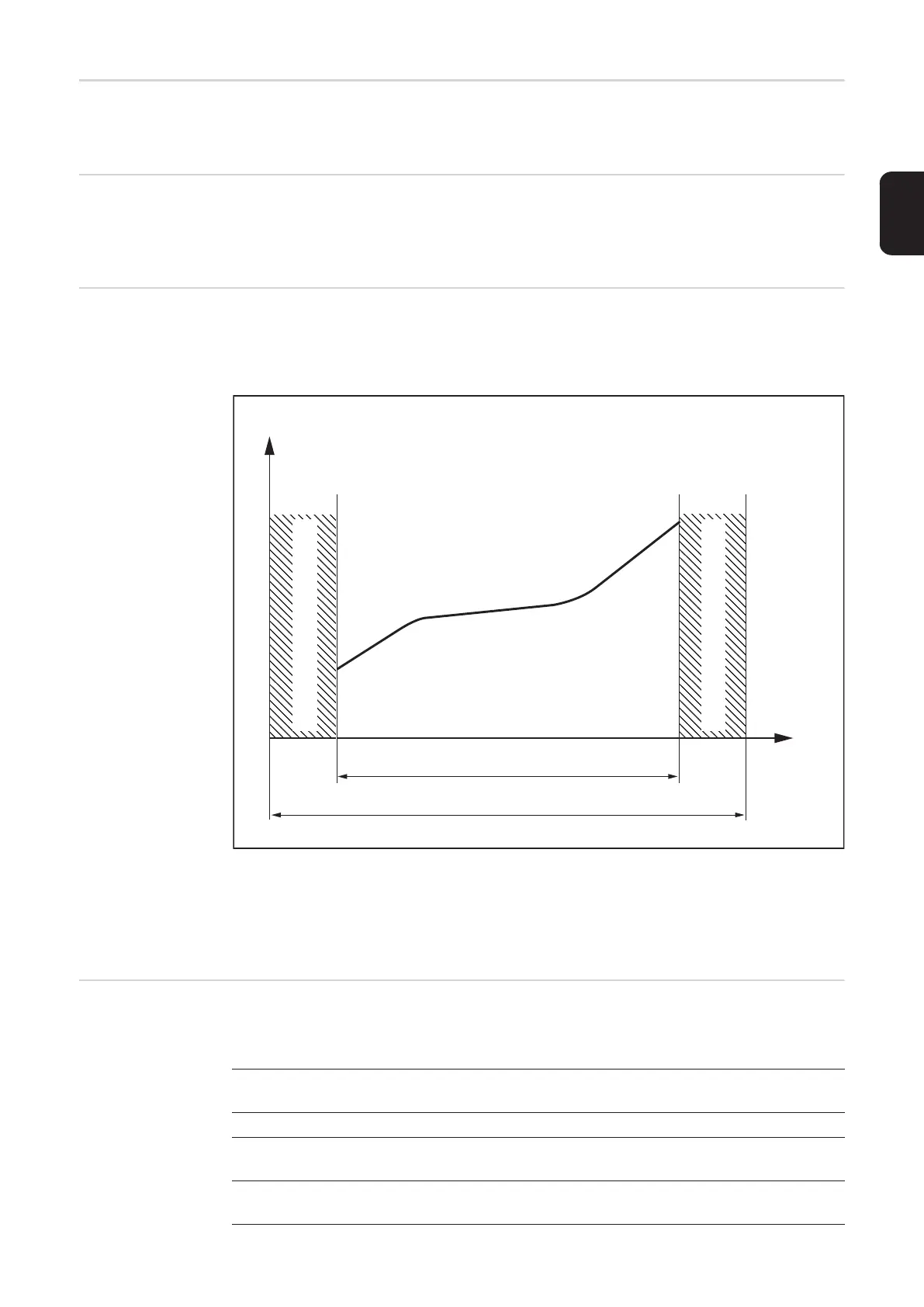
Wire speed (real
value)
During the welding process, the actual wirefeed speed value measured (0 - vDmax) is
transmitted. The value on the field bus is between 0 - 255. In idle the wire command value
is transmitted.
Power outside
range
The “Power outside range“ signal is set if the “Full power range“ signal is set and the wire-
feed speed command value on the selected characteristic lies above or below the possible
wirefeed speed.
(1) Power out of range
(2) Synergic mode 0 - 100 %
(3) Full power range 0 - 100 %
* vDmin and vDmax depend on which wirefeeder is connected
Error number After an error has occurred („power source ready“ signal goes out), the error number (A09
- A16) helps isolate the cause of the error. The following errors may be transmitted:
(2)
vD
min
*
vD
max
*
vD (m/min)
0
30
(3)
(1)
(1)
Error
no.
Front display Error description
Remedy
0 No error – power source ready
1 no | Prg No pre-programmed program has been selected
Select a pre-programmed program
2 ts1 | xxx Over-temperature in secondary circuit of the machine
Allow machine to cool down