39
ISEKI LAWN MOWERS
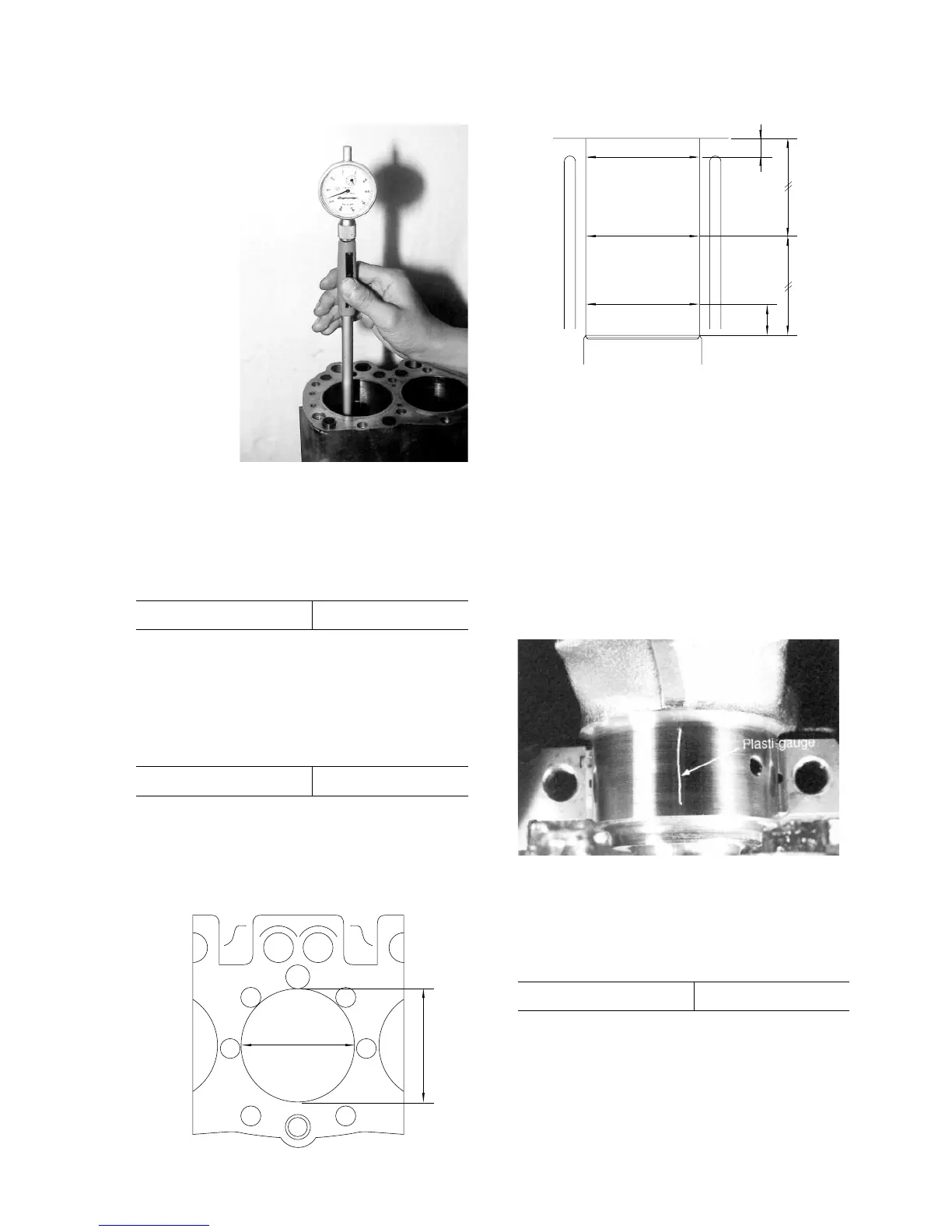
Fig. 3-63
- Measure cylinder bore diameter at a point of 12
to 14 mm below the cylinder block top surface
in two directions: one is in alignment with the
crankshaft axis and the other is at right angles to
the crankshaft axis.
Wear limit 0.2 mm
- If wear is in excess of 0.2 mm, correct by hon-
ing.
- Honing should be done to fit a oversize piston,
which should be done at a specialist’s workshop.
Oversize 0.5; 1.0 mm
- Honing accuracy should be to the extent that bore
diameters measured in two directions at A and B
and in three levels at a, b, and c differ less than
0.02 mm from each other.
A
B
a
b
c
12 mm
10 mm
Fig. 3-64
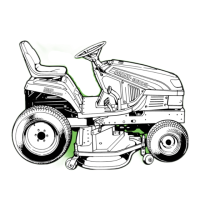
(2) Inspection of the crankshaft
• Check the crankshaft journals for oil clearance.
a. Clean the journals and bearings.
b. Install the upper bearings and crankshaft on the
cylinder block.
c. Put plasti-gauge over the journal width.
Fig. 3-65
d. Install the barings on respective bearing caps.
Install the assembles and tighten them to the
specified torque.
Specified torque 4.5 – 5.5 kgf·m
While tightening, the crankshaft should be held
securely so as not to turn.
e. Loosen the tightening bolts and remove the bear-
ing caps carefully. Then measure the most
stretched parts of the plasti-gauges.