10 20 30 40 50 60 70 800
10 20 30 40 50 60 70 800
10 20 30 40 50 60 70 800
1
2
2
2
1
1
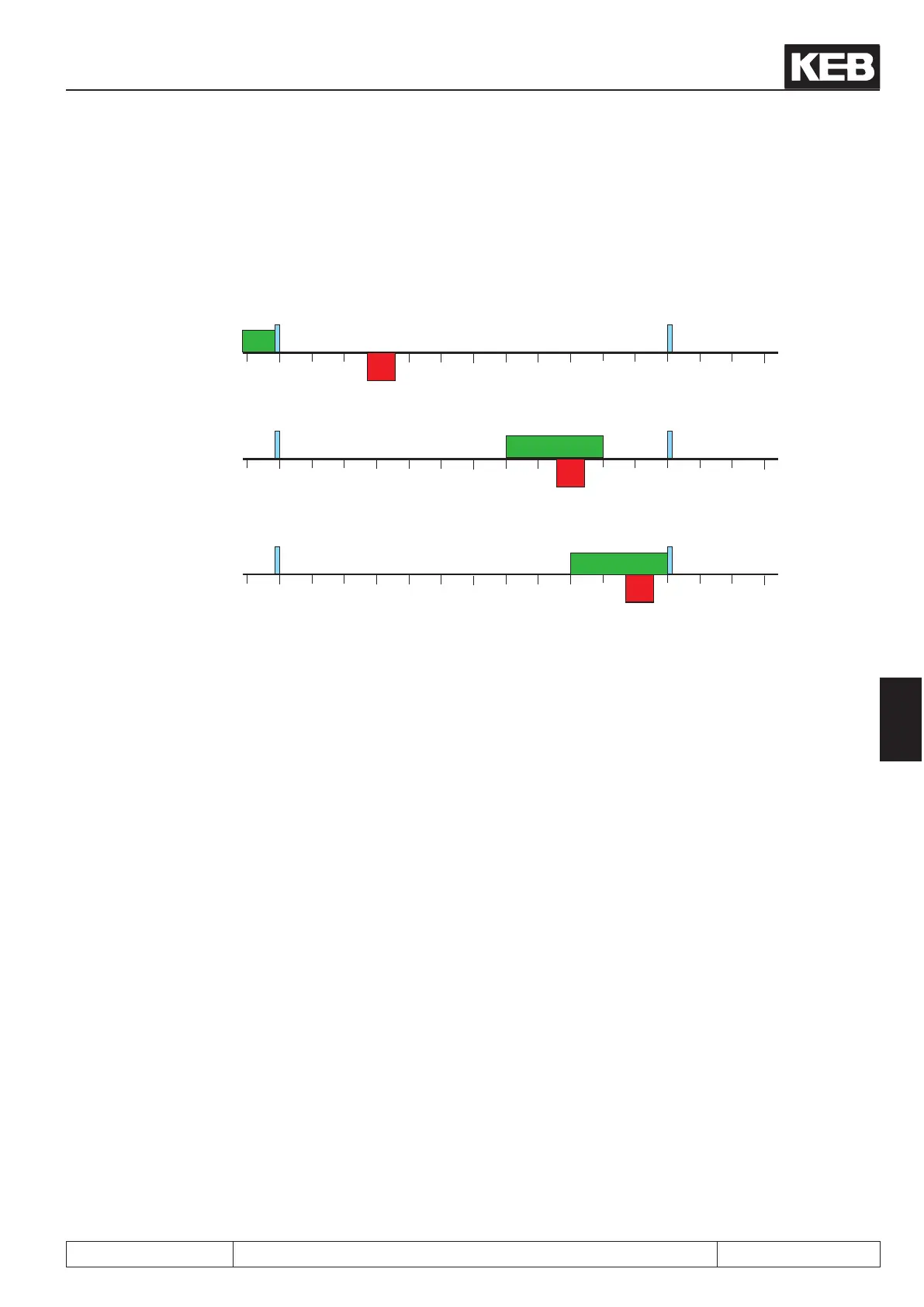
activate
synchronous
running switch
deactivate
synchronous
running switch
Activation of the
synchronous
running
Action start
(drilling)
Action end
(drilling)
1 = material carrier (master)
Incremental encoder
1024 increments per revolution
10 cm correspond to one motor revolution
Incremental encoder
2500 increments per revolution
10 cm correspond to one motor revolution
cm
cm
cm
The master drive is a material carrier (e.g. a conveyor belt) which is used to transport material (e.g. boards)
with variable speed.
The leading edge of the material crosses an indicator and thereby activates the synchronous running of the
slave drive.
The slave is a tool carrier (transporting, e.g., a drill drive). As long as there is no board, it remains at a dened
resting position (20 cm).
The hole should be drilled 5cm from the front edge while the conveyor is running.
The slave must run absolutely angular-synchronously to the master during the drilling.
If the board has reached the second switch, the drilling process must be completed safely. The synchronous
running is deactivated and now the slave can (e.g., in positioning operation) run back to the starting position.
From the activation of the synchronous running to the start of the drilling, the master must travel 50cm and the
slave 30cm.
In parameter PS.05 "start offset", therefore, an offset of 20cm, converted to increments, must be entered.
For the example
above:
- 10cm = 3 motor rotations => 20cm = 6 motor rotations
- 2500 encoder / 4-fold evaluation => 10000 increments per revolution
- PS.05 = 6 * 10000 = 60000 increments
During the acceleration phase to the master speed, the slave runs with average speed:
initial speed, slave + (master speed – initial speed, slave)
————————————————————————————
2
Posi- and synchronous operating
© KEB, 2012-10 COMBIVERT F5-A, -E, -H Page 7.12 - 23
7

 Loading...
Loading...

