Main Bearings
Maintenance / Reassembly
A5.05. 02.05.02.00
M20
en / 30.11.1999 IB001361 3/4
02
Ĺ
2.2 Coat threads and contact surfaces of the hexagon screws (Fig. 3/11) with Molykote paste
“G-Rapid Plus” and tighten on alternate sides in 3 stages with torque wrench (W9) with
torque
1st stage: M = 100 Nm
2nd stage: M = 300 Nm
3rd stage: M = 480 Nm.
Alternative bolt tightening:
Tighten in 2 steps with the following torques
1st stage: M = 100 Nm
1st stage: M = 280 Nm
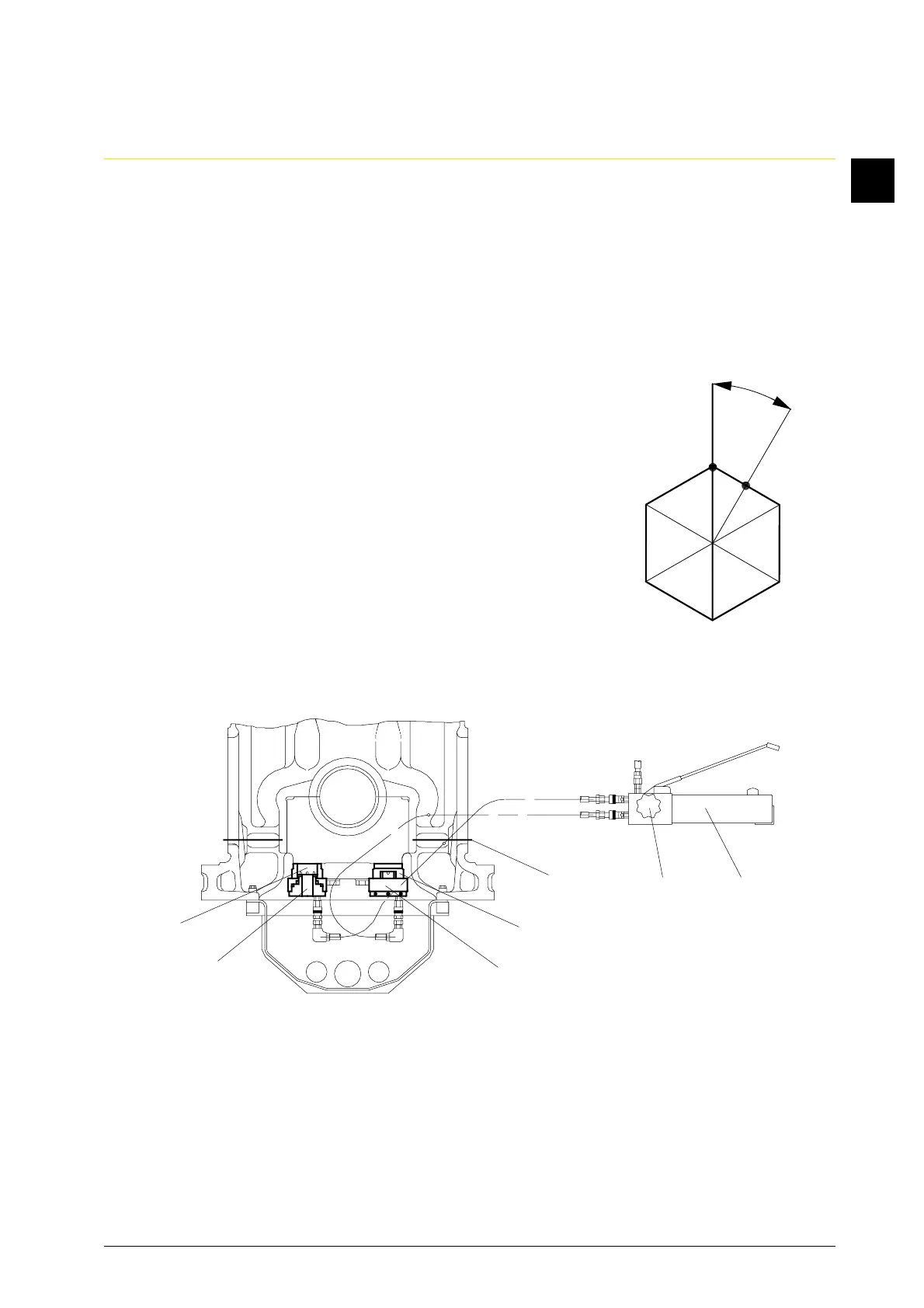
After that the lateral bolts are to be tightened with an
angle of :
30° = (1/2 hexagon) (X).
Place hydraulic tightening equipment on bearing bolts (12), connect to high-pressure
pump (W3) and press hydraulic tensioning element (W2) onto block length. There should
now be no gap between bearing ring (W1) and tensioning element (W2).
2.3 Close valve (Z) at the high-pressure pump (W3) and extend both bearing bolts uniformly in
one work sequence with a pressure of
p = 750 bar.
X
30°
Fig. 3
1
12
W2
W1
11
Z
W3