Programming and Operating Manual (Milling)
120 6FC5398-4DP10-0BA6, 09/2017
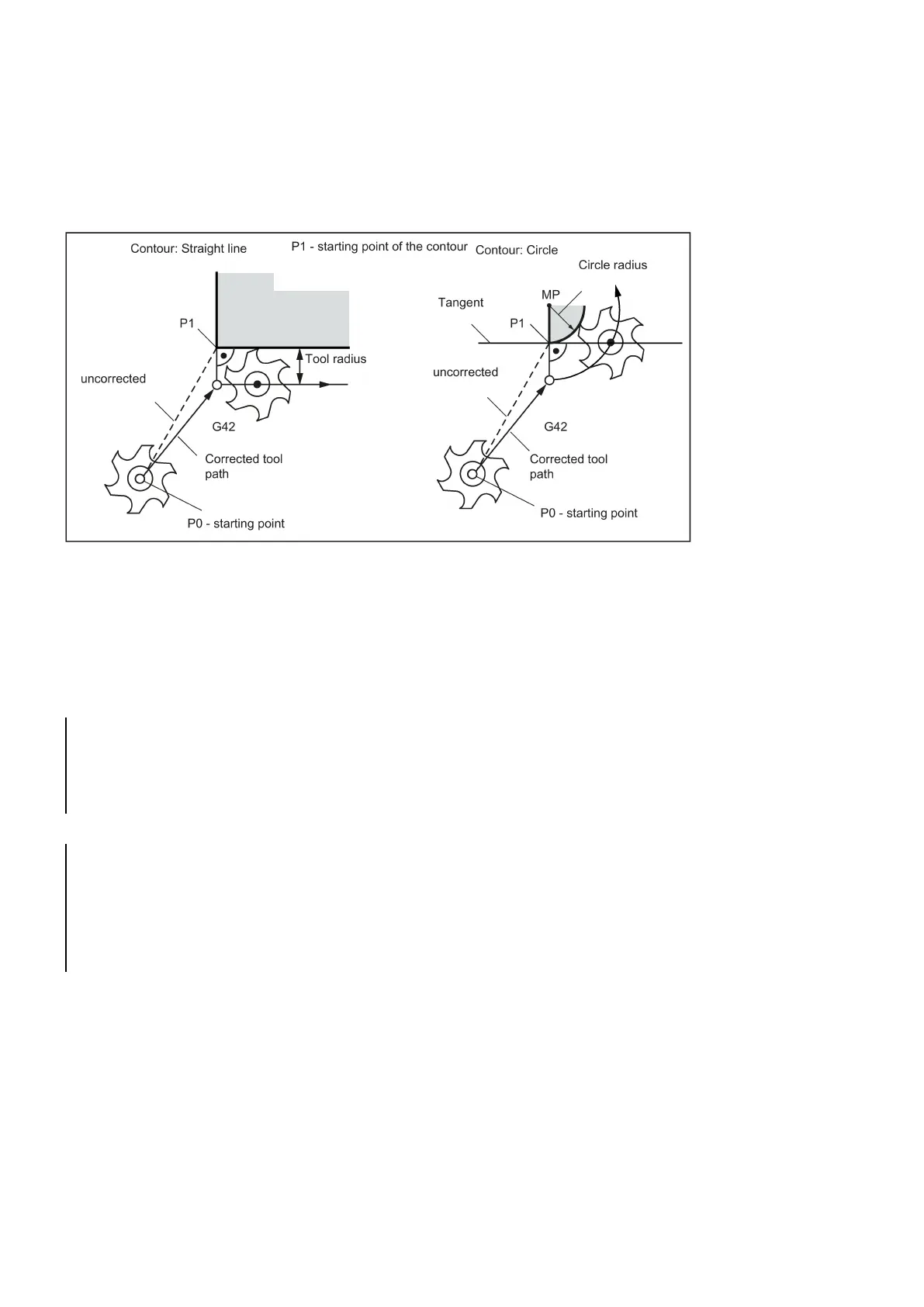
Starting the compensation
The tool travels in a straight line directly to the contour and is positioned perpendicular to the path tangent at the starting
point of the contour.
Select the starting point such that a collision-free travel is ensured.
See the following illustration for start of the tool radius compensation with G42 as example:
The tool tip goes around the left of the workpiece when the tool runs clockwise using G41; the tool tip goes around the right
of the workpiece when the tool runs counter-clockwise using G42.
As a rule, the block with G41/G42 is followed by a block with workpiece contour description. If, however, the block with
G41/G42 is followed by blocks without contour description, a maximum of five such blocks (for example, M commands and
infeed motions) are allowed; otherwise, the compensation will be interrupted.
; Correction number 2, feed 300 mm/min
; Selection to the right of contour, P 1
; Starting contour, circle or straight line
After the selection, it is also possible to execute blocks that contain infeed motions or M outputs:
; Correction number 2, feed 300 mm/min
; Select ing right of co ntour, P1
; Starting contour, circle or straight line

 Loading...
Loading...


















