Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
91
Linear interpolation
11.3.1
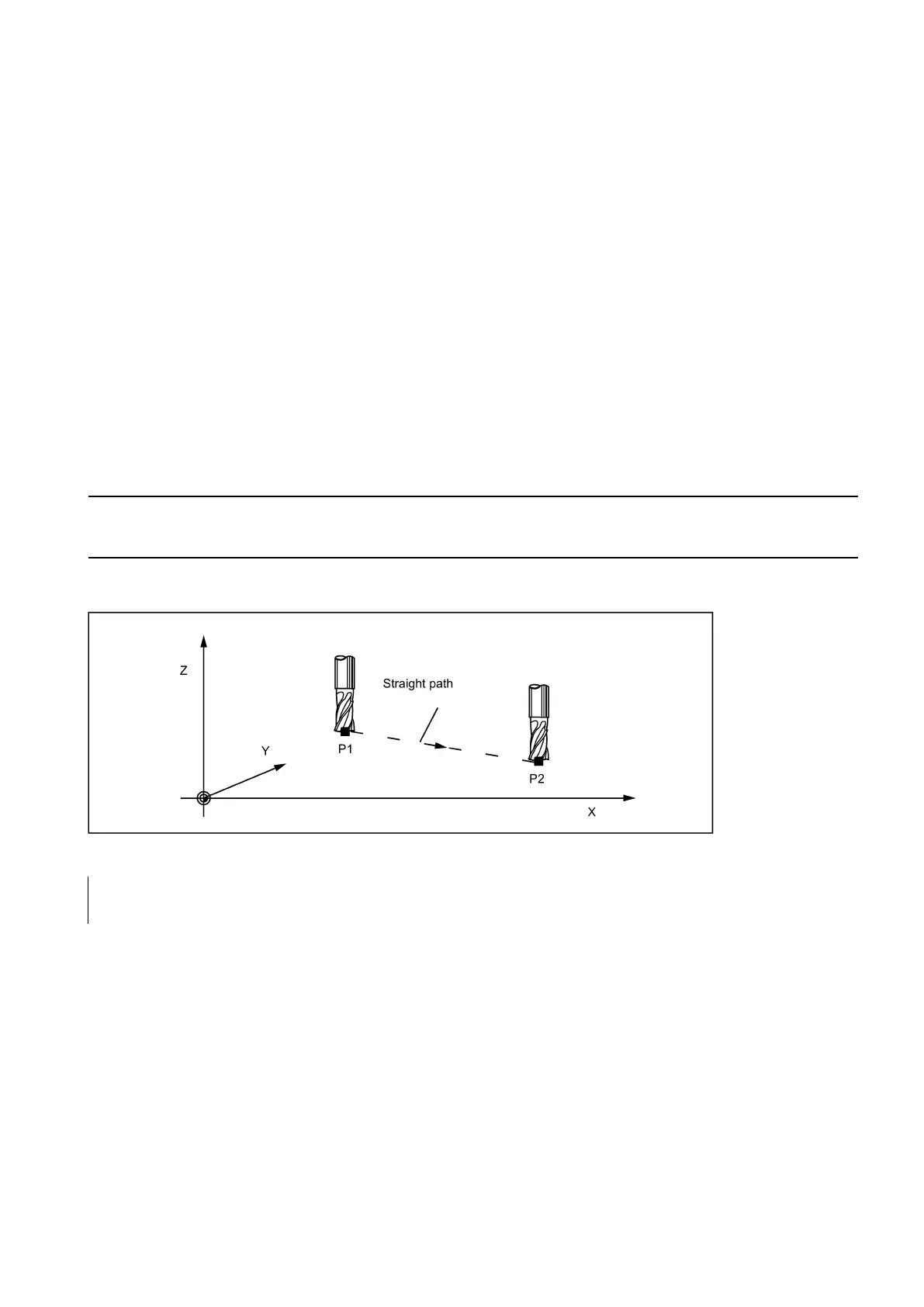
Linear interpolation with rapid traverse: G0
Fu n ctionality
The rapid traverse movement G0 is used for rapid positioning of the tool, but not for
direct workpiece machining
.
All the axes can be traversed simultaneously - on a straight path.
For each axis, the maximum speed (rapid traverse) is defined in machine data. If only one axis traverses, it uses its rapid
traverse. If two or three axes are traversed simultaneously, the path velocity (e.g. the resulting velocity at the tool tip) must
be selected such that the
m aximum possible path velocity
with consideration of all axes involved results.
A programmed feedrate (F word) has no meaning for G0. G0 remains active until canceled by another instruction from this G
group (G1, G2, G3...).
G0 X... Y... Z...
Cartesian coordinates
G0 AP=... RP=... Z...
; Cylindrical coordinates (3
-dimensional)
Another option for linear programming is available with the angle specification ANG=... (For more information, see Section
"Contour definition programming (Page 110)".).
See the illustration for linear interpolation with rapid traverse from point P1 to P2:
Another group of G functions exists for movement to the position (see Section "Exact stop/continuous-path control mode:
G9, G60, G64 (Page 106)").
For G60 exact stop, a window with various precision values can be selected with another G group. For exact stop, an
alternative instruction with non-modal effectiveness exists: G9.
You should consider these options for adaptation to your positioning tasks.
 Loading...
Loading...



















