Programming and Operating Manual (Milling)
122 6FC5398-4DP10-0BA6, 09/2017
In this case, the control system switches to transition circle for this block automatically if a certain set angle value (100°) is
reached.
See the following illustration for acute contour angle and switching to transition circle:
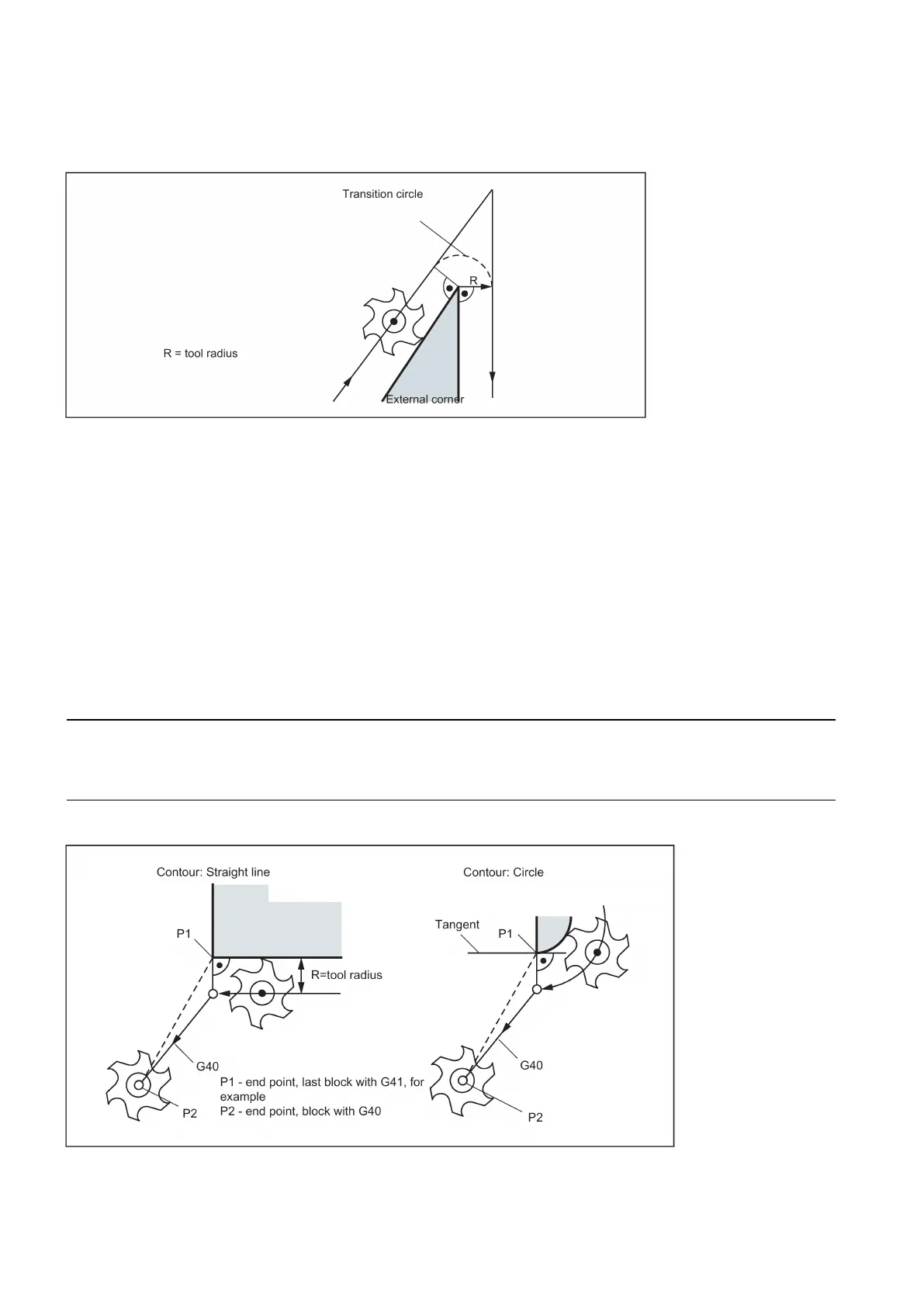
Tool radius compensation OFF: G40
Fu n ctionality
The compensation mode (G41/G42) is deselected with G40. G40 is also the activation position at the beginning of the
program.
The tool ends the
in the normal position (compensation vector vertically to the tangent at the end point);
If G40 is active, the reference point is the tool center point. Subsequently, when deselected, the tool tip approaches the
programmed point.
Always select the end point of the G40 block such that collision-free traversing is guaranteed!
; Tool radius compensation OFF
Note
The compensation mode can only be deselected with linear interpolation (G0, G1).
Program both axes of the plane (e.g. with G17: X, Y). If you only specify one axis, the second axis is automatically
completed with the l
ast programmed value.
See the following illustration for quitting the tool radius compensation:

 Loading...
Loading...


















