Programming and Operating Manual (Milling)
38 6FC5398-4DP10-0BA6, 09/2017
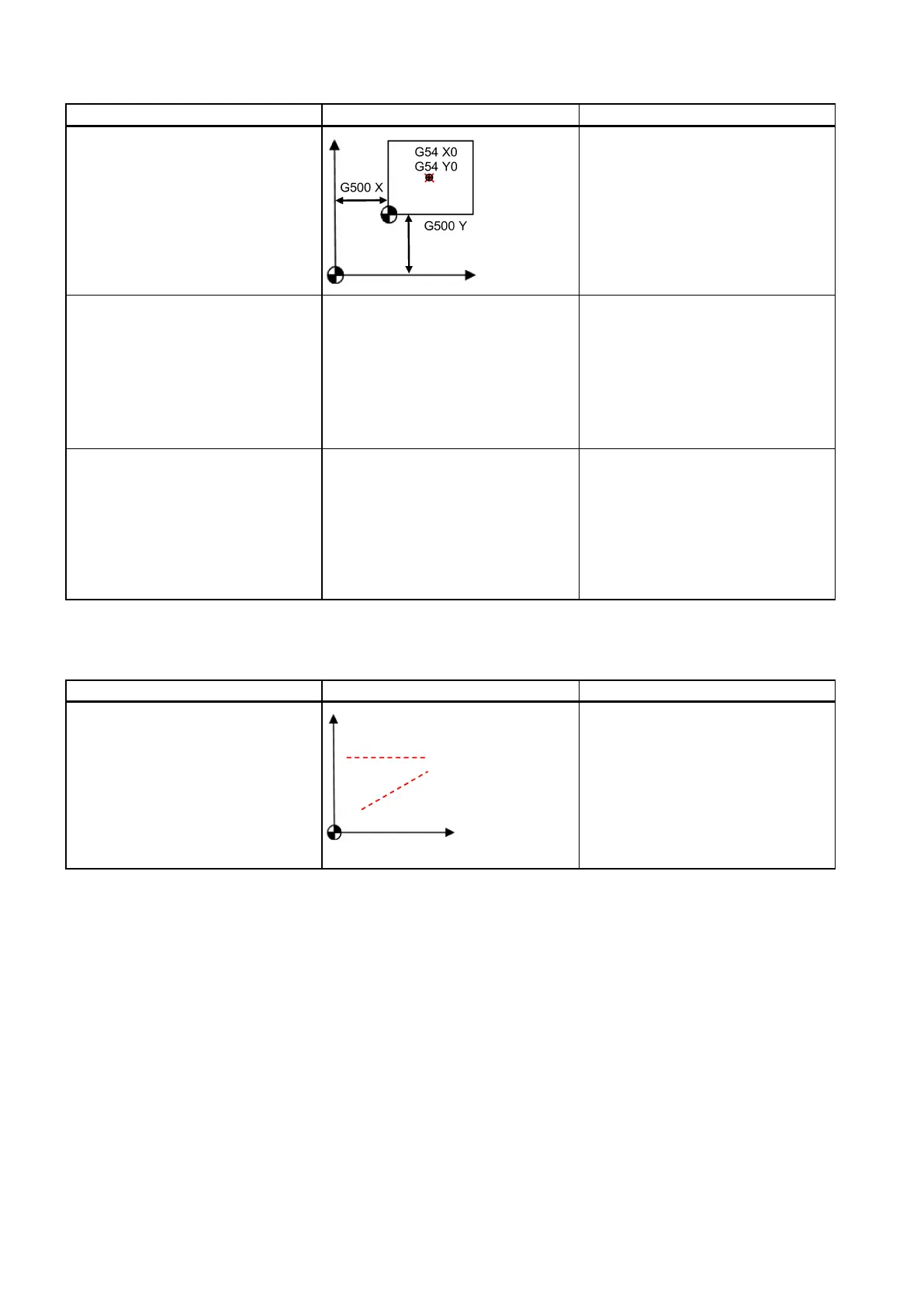
With G500 ≠ 0 activated, the value in
G500 is added to the value in G54.
N10 G17 G90
G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
N70 G00
With G90 (absolute positioning) at the
program start, the geometrical data
refers to the zero of the coordinate
system cu
rrently active in the program,
usually with G54, G500, or G500 +
G54.
- N10 G17
G54 G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
N70 G00
With G91 (incremental positioning), you
can add numerical value of path infor-
mation (the incremental positioning with
the current axis position as the start
point) in the program. Subsequently,
switch to absolute positioning with G90.
- N10 G17
G54 G70
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00 X3.93 Y3.93 Z0.196
N50 G01
N60
N70 G00
For more information, see Sections "Workpiece coordinate system - settable work offset: G54 to G59, G500, G53, G153
(Page 88)" and "Absolute/incremental dimensioning: G90, G91, AC, IC (Page 81)".
When G00 is active in the program, the
axis will traverse at the maximum axis
speed in a straight line.
Straight line in any direction
N10 G17 G90 G54 G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40
N50 G01
N60
N70
For more information, see Section "Linear interpolation with rapid traverse: G0 (Page 91)".