Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
167
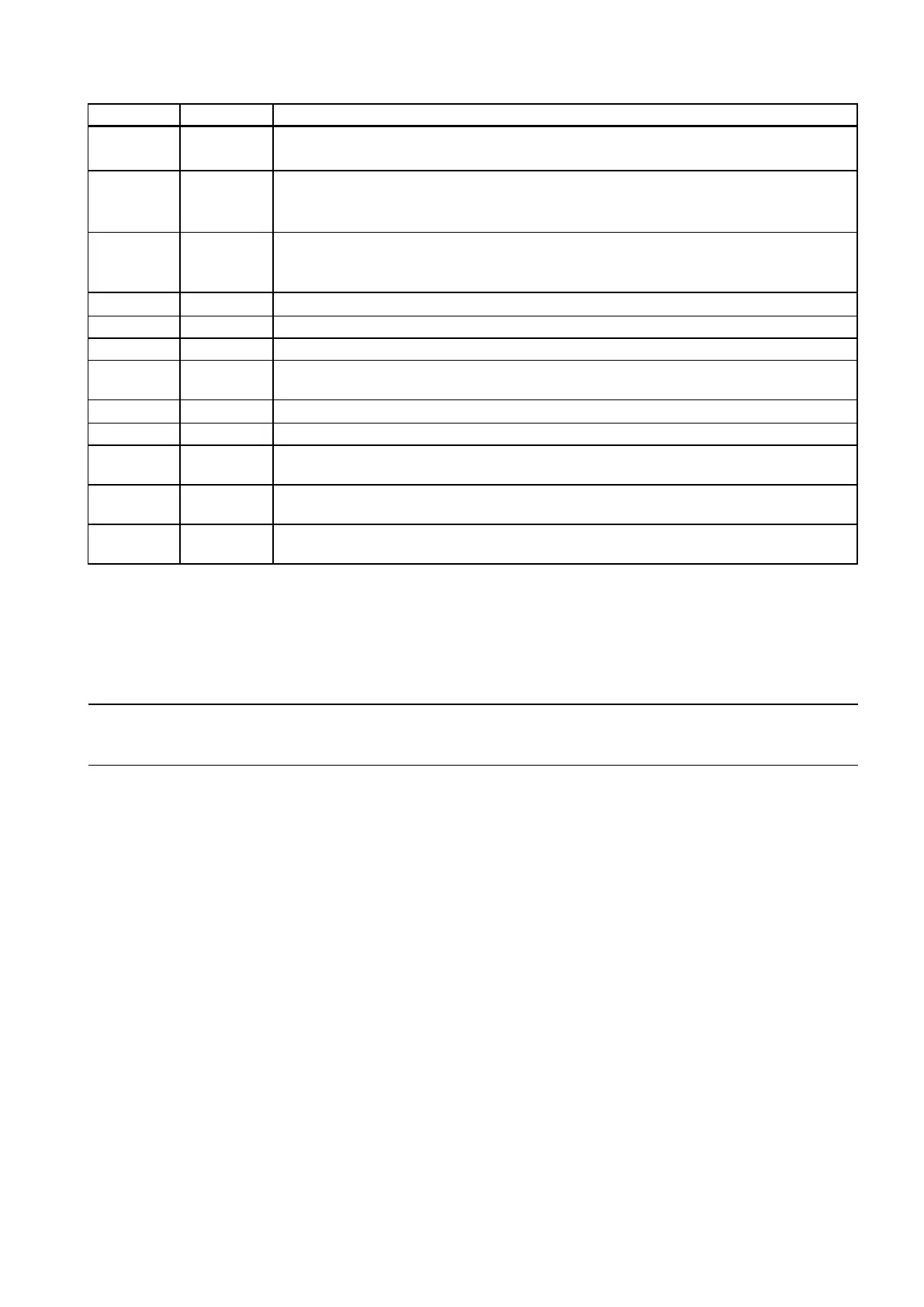
SDAC INT Direction of rotation after end of cycle
Values: 3, 4 or 5 (for M3, M4 or M5)
Thread lead as a thread size (signed):
Range of values 3 (for M3) to 48 (for M48); the sign determines the direction of rotation in
PIT REAL Thread lead as a value (signed)
Range of values: 0.001 mm to 2000.000 mm; the sign determines the direction of rotation in
Spindle position for oriented spindle stop in the cycle (in degrees)
AXN INT Tool axis (values
1)
: 1 = 1st axis of the current plane; 2 = 2nd axis of the current plane; 3 =
3rd axis of the current plane)
PSYS INT Internal parameter; only the default value 0 is possible
Internal parameter; only the default value 0 is possible
VARI INT Machining type (values: 0 = Tapping in one pass; 1 = Deep-hole tapping with chip breakage;
2 = Deep-hole tapping with chip removal)
DAM REAL Incremental drilling depth
value range: 0 <= Max. value
VRT REAL Variable return path with chip breakage
value range: 0 <= Max. value
1)
The definition of the 1st, 2nd, and 3rd axes depends upon the current plane selected.
The tool drills at the programmed spindle speed and feedrate to the entered final thread depth.
CYCLE84 can be used to make tapped holes without compensating chuck. For tapping with compensating chuck, a
separate cycle CYCLE840 is provided.
CYCLE84 can be used if the spindle to be used for the boring operation is technically able to be operated in the position-
controlled spindle operation.
Sequence
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
● Approaching the position of safety distance relative to the reference plane with G0
● Oriented spindle stop (value in the parameter POSS) and switching the spindle to axis mode
● Tapping to final drilling depth and speed SST
● Dwell time at thread depth (parameter DTB)
● Retraction to the reference plane brought forward by the safety clearance, speed SST1 and direction reversal
● Retraction to the retraction plane with G0; spindle mode is reinitiated by reprogramming the spindle speed active before
the cycle was called and the direction of rotation programmed under SDAC

 Loading...
Loading...


















