Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
169
For example, to machine a center hole (in Z) in the G17 plane, you program:
G17
AXN=3
Deep-hole tapping: VARI, DAM, VRT
With the VARI parameter, it is possible to distinguish between simple tapping (VARI = 0) and deep-hole tapping (VARI ≠ 0).
In conjunction with deep-hole tapping, it is possible to choose between chip breaking (retraction by variable distance from
current drilling depth, parameter VRT, VARI = 1) and chip removal (withdrawal from reference plane VARI = 2). These
functions work analogously to the normal deep-hole drilling cycle CYCLE83.
The incremental drilling depth for one pass is specified via parameter DAM. The cycle internally calculates the intermediate
depth as follows:
● The programmed incremental drilling depth is executed in each step until the rest up to the final drilling depth is less than
(<) 2 x DAM
● The remaining drilling depth is halved and executed in two steps. Thus, the minimum drilling depth is not smaller than
DAM / 2.
Note
The direction of rotation when
tapping in the cycle is always reversed automatically.
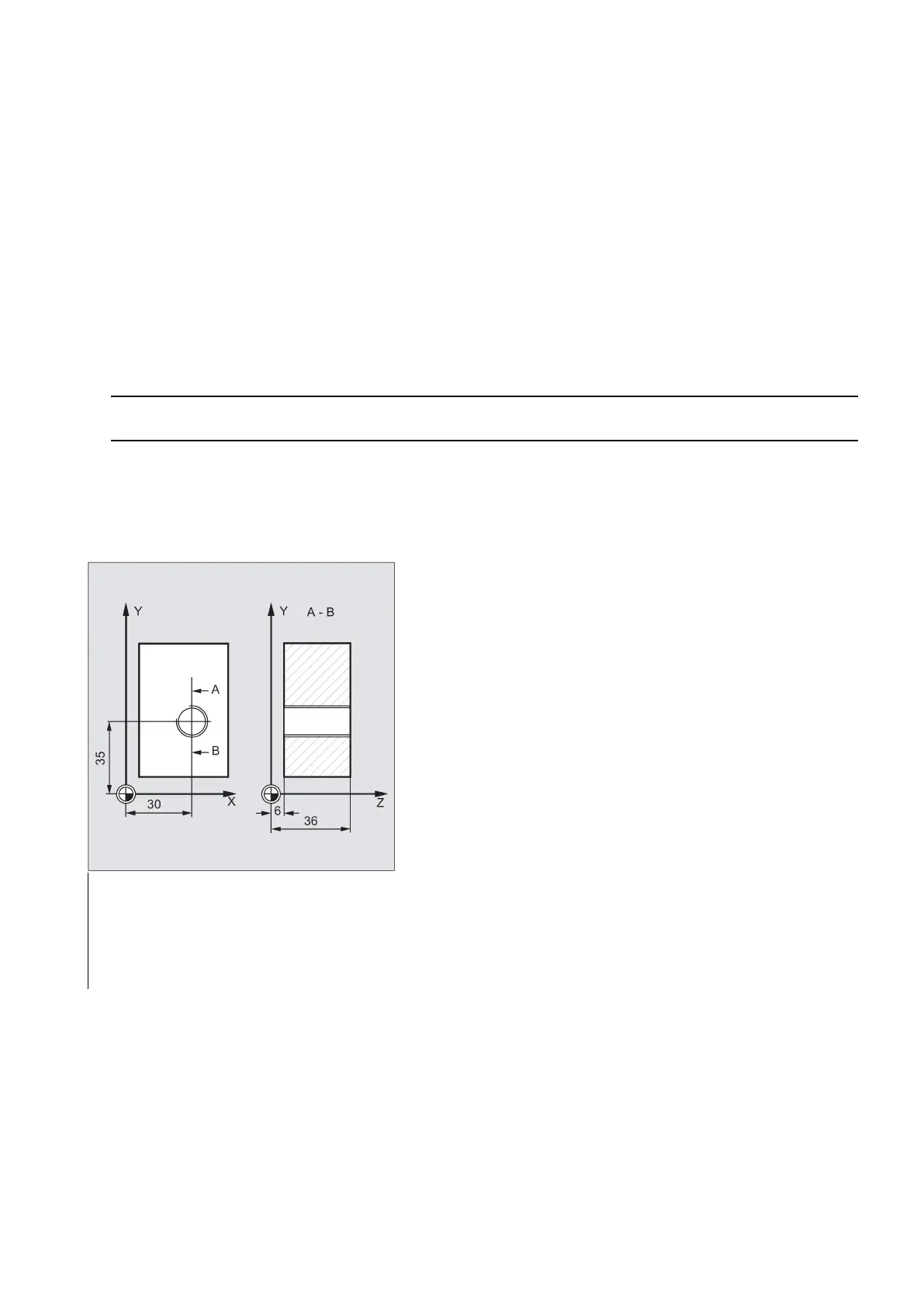
Programming example 1: Rigid tapping
A thread is tapped without compensating chuck at position X30 Y35 in the XY plane; the tapping axis is the Z axis. No dwell
time is programmed; the depth is programmed as a relative value. The parameters for the direction of rotation and for the
lead must be assigned values. A metric thread M5 is tapped.
; Specification of technology values
; Approach drilling position
N30 CYCLE84(20,0,3,-15,,1,3,6,,0,500,500,3,0,0,0,5 ,0)
Cycle call; parameter PIT has been omit-
ted; no value is entered for the absol ute
depth or the dwell time ; spindle stop at
90 degrees; speed for tapping is 200,
speed for retraction is 500

 Loading...
Loading...


















