Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
199
Programming example 2: Milling around a closed contour externally
With this program, the same contour is milled as in example 1. The difference is that the contour programming is now in the
calling program.
; T3: Milling cutter with radius 7
; Program feedrate and spindle speed
N30 G17 G0 G9 0 X100 Y200 Z250 G94
; Approach start position
N40 CYCLE72 ( "PIECE245:P IECE245E", 250, 200, 3, 175, 10,1,
1.5, 800, 400, 11, 41, 2, 20, 1000, 2, 20)
Proceed through the following steps:
Select the desired operating area.
Open the vertical softkey bar for available milling cycles.
3.
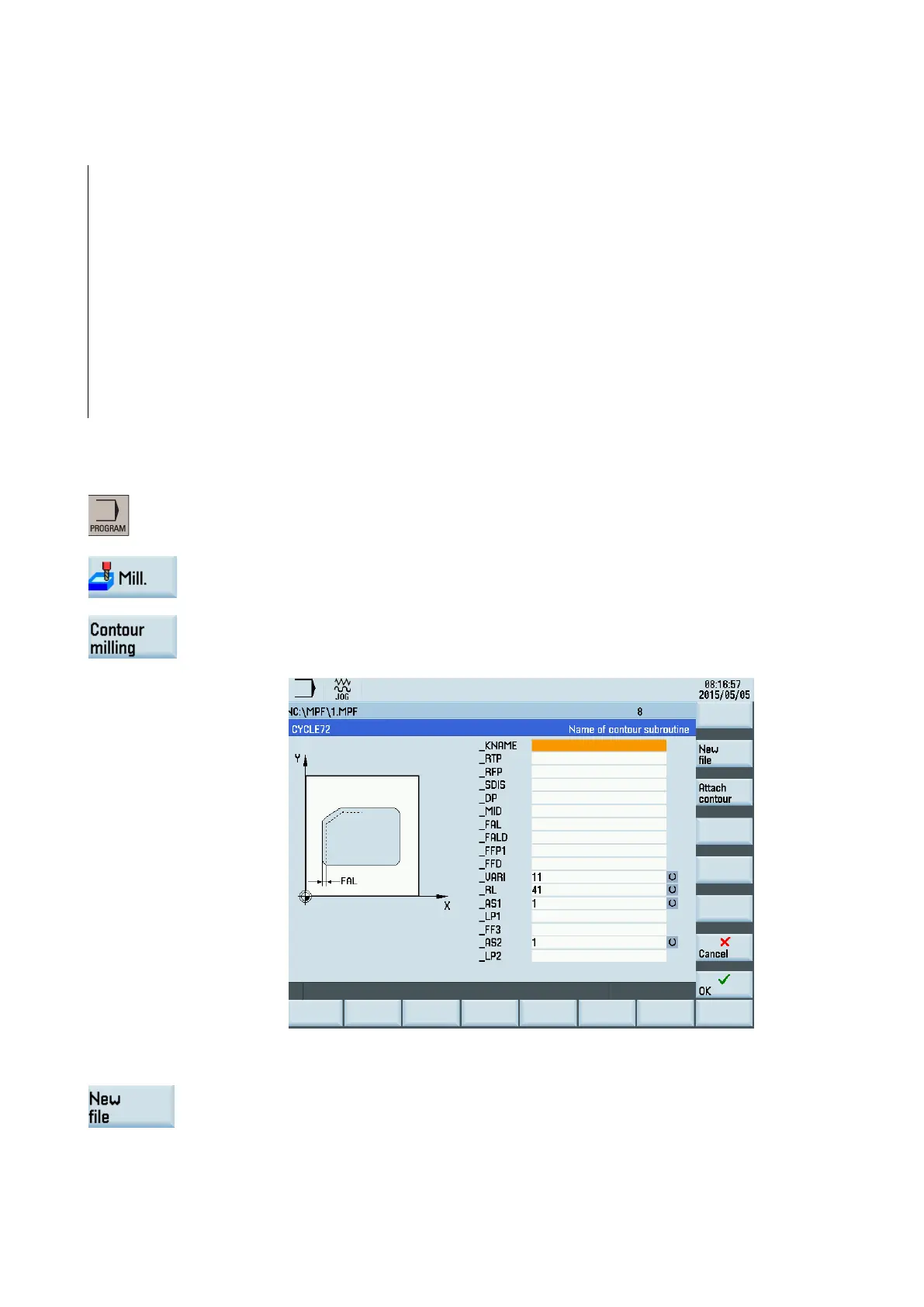
Press this softkey to open the window for CYCLE72. Enter a name in the first input field.
4.
Press one of the following two softkeys . The program automatically jumps to the program
editor screen form.
If you desire to edit and store the contour in a subroutine, press this softkey.
 Loading...
Loading...



















