Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
205
CDIR INT Milling direction (enter without sign)
Values:
0: Down-cut milling
1: Conventional milling
2: With G2 (independent of spindle direction)
3: With G3
VARI INT Machining type
Values:
1: Roughing to final machining allowance
2: Finishing (allowance X/Y/Z=0)
AP1 REAL Diameter of blank spigot
Use this cycle to machine circular spigots in the machining plane. For finishing, a face cutter is required. The depth infeed is
always performed in the position before the semi-circular approach to the contour.
Sequence
Position reached prior to cycle start:
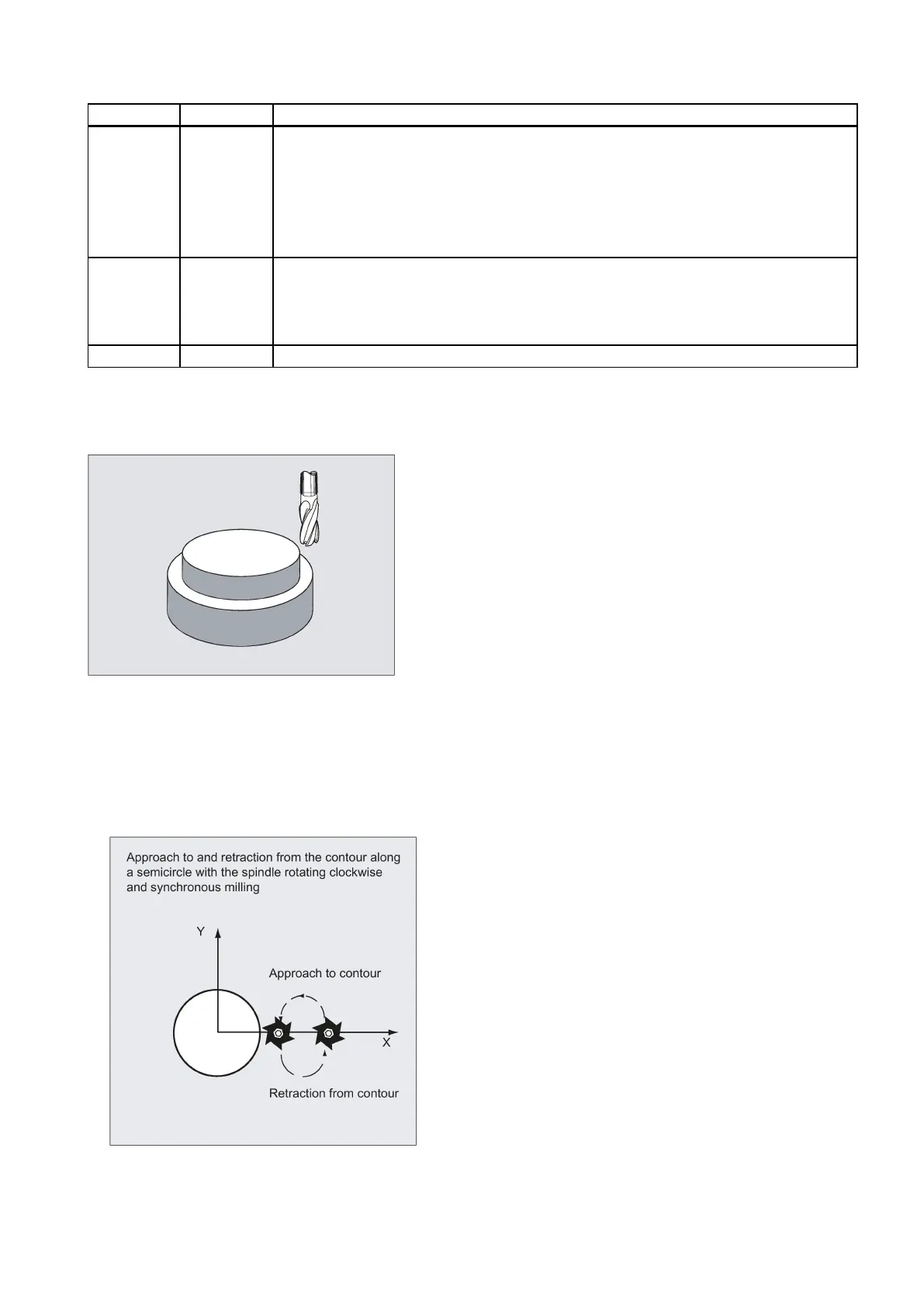
The starting point is a position in the positive range of the abscissa with the approach semi-circle and the programmed raw
dimension taken into account.
Sequence of motions when roughing (VARI=1):
● Approach/retraction from contour:

 Loading...
Loading...


















