Programming and Operating Manual (Milling)
208 6FC5398-4DP10-0BA6, 09/2017
RAD REAL Radius of the circle (enter without sign)
STA1 REAL Starting angle
FFD REAL Feedrate for depth infeed
FFP1 REAL Feedrate for surface machining
Maximum infeed depth for one infeed (enter without sign)
Note
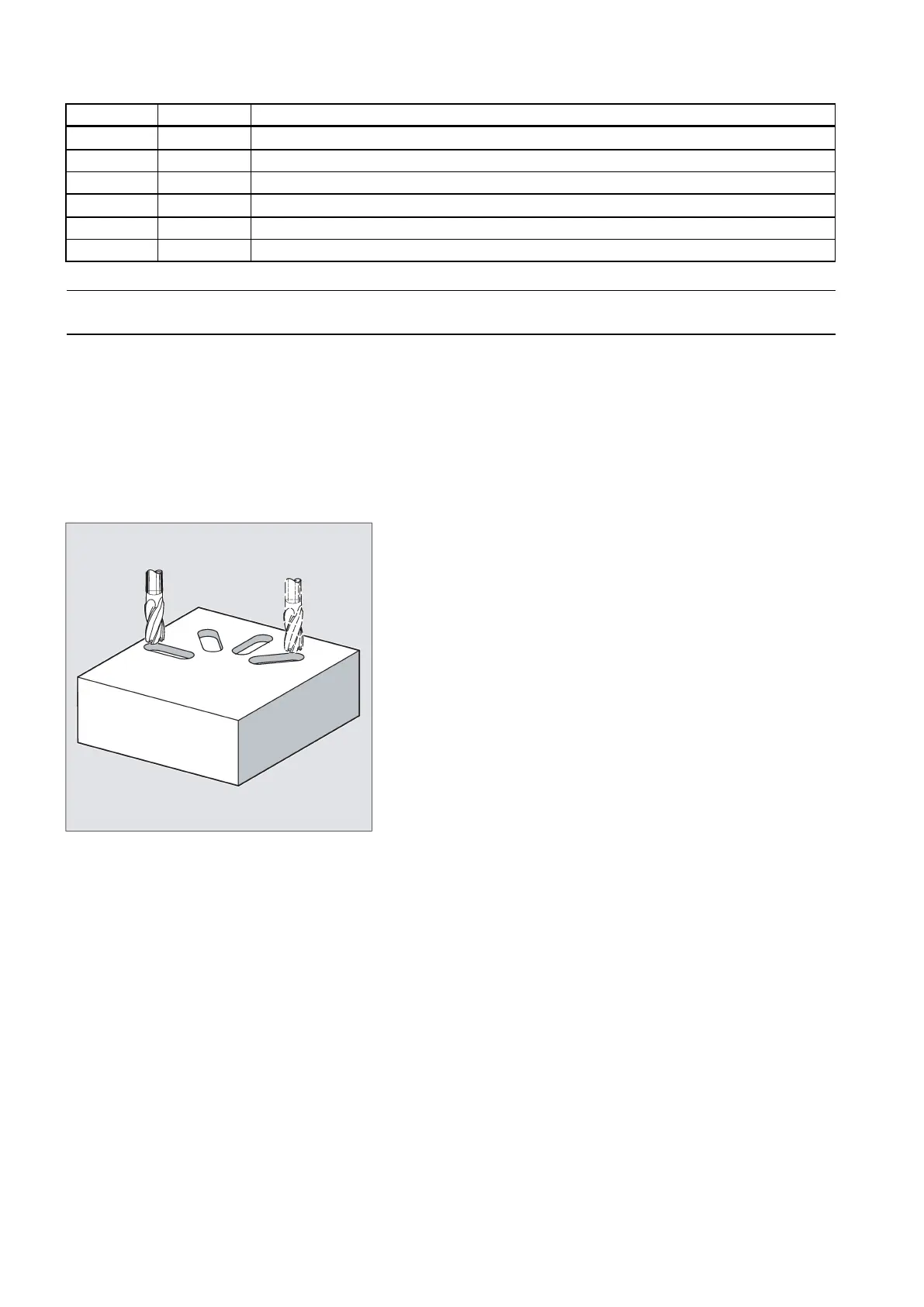
The cycle requires a milling cutter with an "end tooth cutting across center" (DIN844).
Use this cycle to machine long holes located on a circle. The longitudinal axis of the long holes is aligned radially.
In contrast to the slot, the width of the long hole is determined by the tool diameter.
Internally in the cycle, an optimum traversing path of the tool is determined, ruling out unnecessary idle passes. If several
depth infeeds are required to machine a slot, the infeed is carried out alternately at the end points. The path to be traversed
along the longitudinal axis of the long hole changes its direction after each infeed. The cycle searches for the shortest path
when changing to the next long hole.
Sequence
Position reached prior to cycle start:
The starting position is any position from which each of the long holes can be approached without collision.
The cycle creates the following sequence of motions:
● Using G0, the starting position for the cycle is approached. In both axes of the current plane, the next end point of the
first slot to be machined is approached at the height of the retraction plane in this applicate, and then the applicate is
lowered to the reference plane brought forward by the safety clearance.
● Each long hole is milled in a reciprocating motion. The machining in the plane is performed using G1 and the feedrate
programmed under FFP1. The infeed to the next machining depth calculated using G1 internally in the cycle and using
feedrate is performed at each reversal point until the final depth is reached.
● Retraction to the retraction plane using G0 and approach to the next long hole on the shortest path.
● After the last long hole has been machined, the tool is moved with G0 to the position in the machining plane, which was
reached last and which is specified in the diagram below, and the cycle is ended.

 Loading...
Loading...


















