Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
215
Note
A tool compensation must be programmed before the cycle is called. Otherwise, the cycle is aborted and alarm 61000
"No tool compensation active" is output.
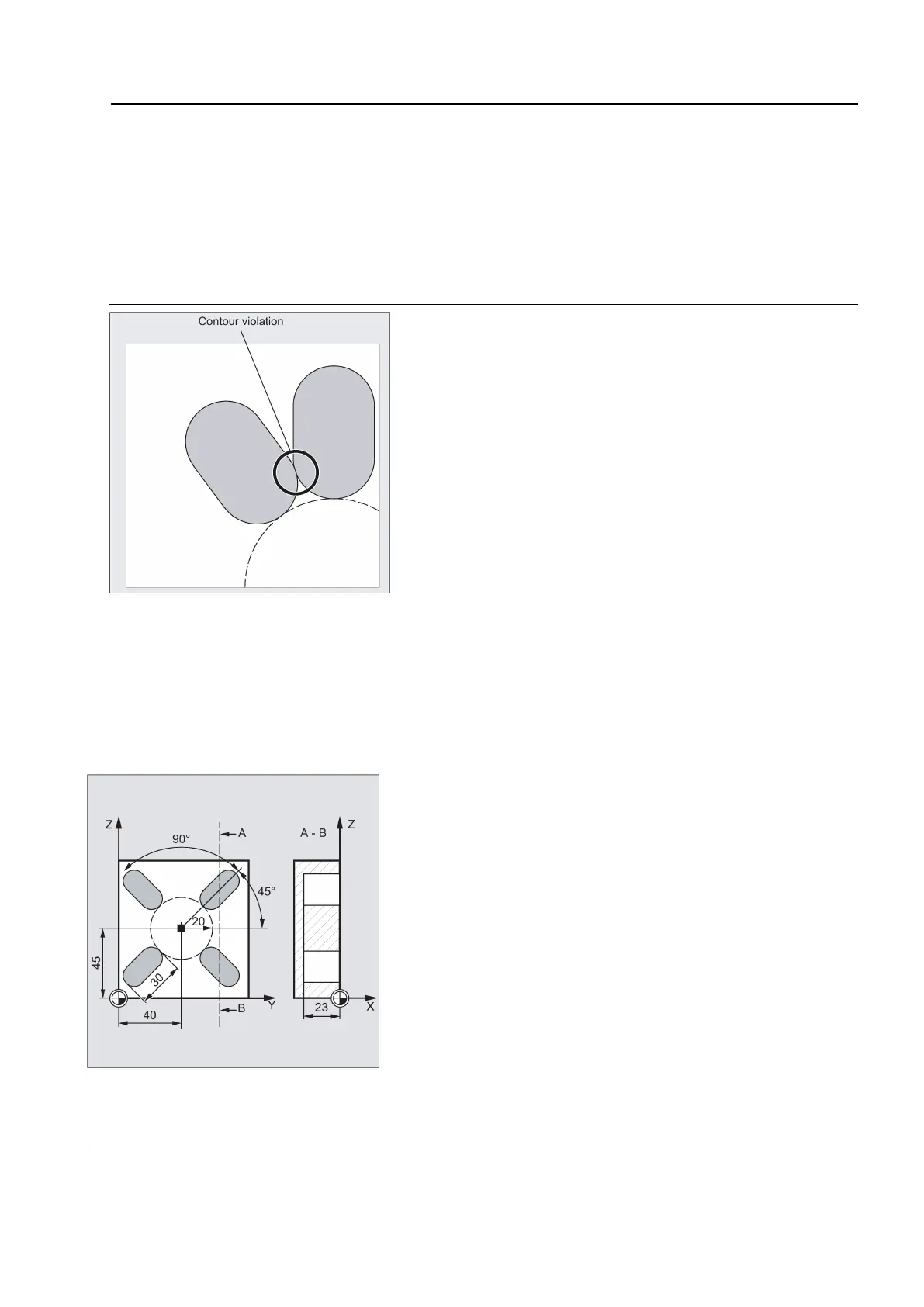
If incorrect values are assigned to the
parameters that determine the arrangement and size of the slots and thus cause
mutual contour violation of the slots, the cycle is not started. The cycle is aborted and the error message 61104 "Contour
violation of slots/elongated holes" is output.
the cycle, the workpiece coordinate system is rotated and offset. The values in the workpiece coordinate system
displayed on the actual value display are such that the longitudinal axis of the slot that has just been machined
corresponds to the first axis
of the current machining plane.
After the cycle has been completed, the workpiece coordinate system is in the same position again as it was before the
cycle was called.
Programming example: Grooves
Four slots are milled.
The slots have the following dimensions: Length 30 mm, width 15 mm and depth 23 mm. The safety clearance is 1 mm, the
final machining allowance is 0.5 mm, the milling direction is G2, and the maximum infeed in the depth is 6 mm.
The slot is to be machined completely. Infeed during finishing is to be performed directly to the pocket depth and the same
feedrate and speed are to be used.
See the following programming example for grooves:
N10 G17 G90 T1 D1 S600 M3
; Specification of technology values
; Approach starting position
N30 SLOT 1(5, 0, 1, -23, , 4, 30, 15, 4 0, 45, 20, 45, 90,
100, 320, 6, 2, 0.5, 0, , 0, )
; Cycle call, VARI, MIDF, FFP2 and SSF
parameters omitted

 Loading...
Loading...


















