Detailed Description
2.4 Tool: Tool radius compensation 2D (TRC)
Tool Compensation (W1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-53
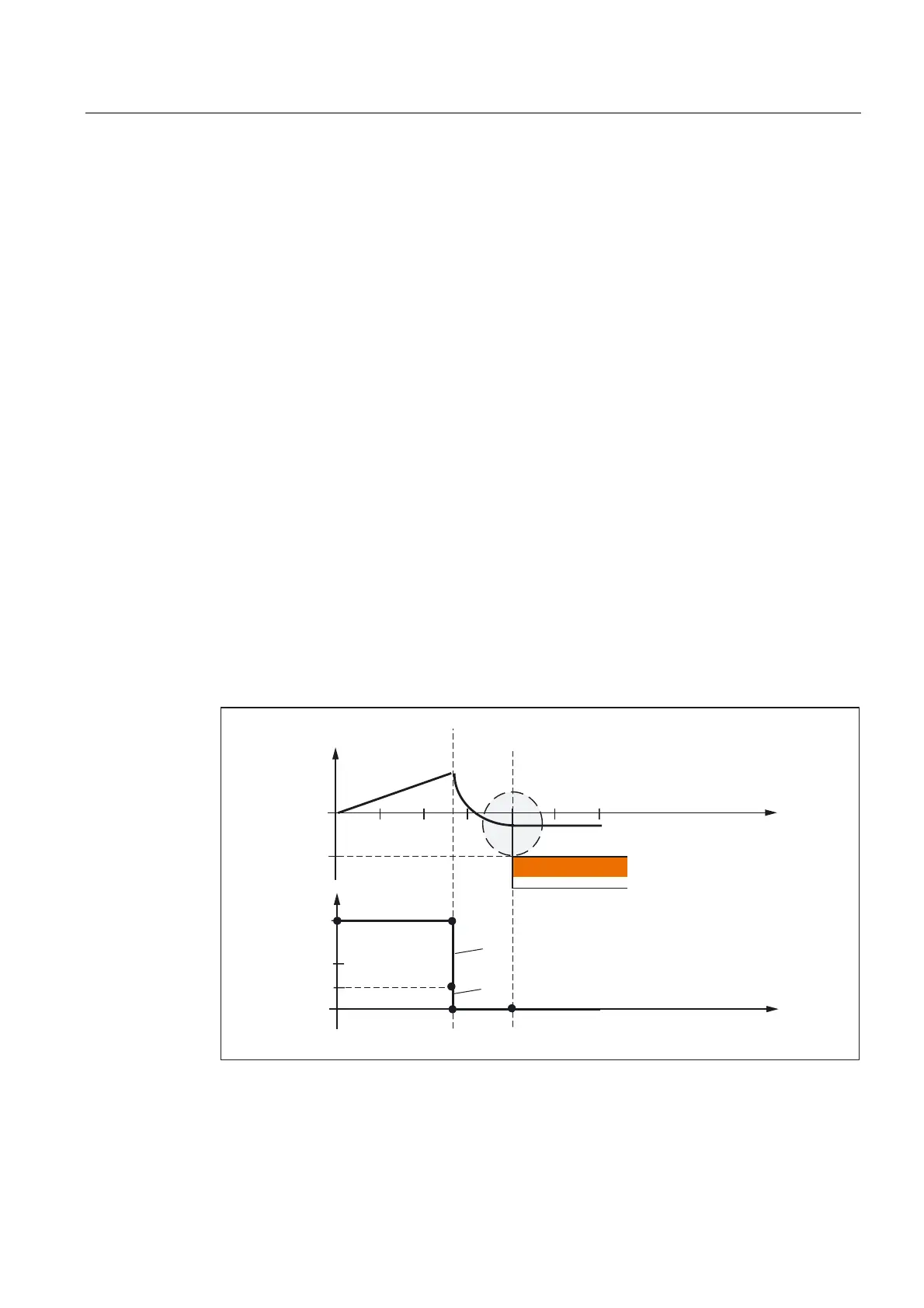
• Velocity of the preceding block (typically G0).
All movements from point P
0
to point P
2
are performed at this velocity, i.e., the movement
parallel to the machining plane and the part of the infeed movement up to the safety
clearance.
• Programming the feedrate with FAD
– FAD programmed with G340:
Feedrate from P
2
or P
3
to P
4
.
– FAD programmed with G341:
Feedrate of the infeed movement perpendicular to the machining plane from P
2
to P
3
.
If FAD is not programmed, this part of the contour is traversed at the velocity, which is
active modally from the preceding block, in the event that no F command defining the
velocity is programmed in the SAR block.
– Programmed response:
FAD=0 or negative → Alarm Output
FAD=...
→ Programmed value acts in accordance with the active G code of
group 15 (feed type; G93, G94, etc.)
FAD=PM(...)
→ Programmed value is interpreted as linear feed (like G94),
irrespective of the active G code of group 15
FAD=PR(...)
→ Programmed value is interpreted as revolutional feed (like G95),
irrespective of the active G code of group 15
Example:
3
))
)
*
;
;
3
3
3
3
*
=
<
 Loading...
Loading...














