4
Technical data are subject to change without notice.
ISO 9001 certified. © Copyright SPM 1996-9. 71411.B
SPM Instrument AB • Box 4 • S-645 21 Strängnäs • Sweden
Tel +46 152 22500 • Fax +46 152 15075 • info@spminstrument.se • www.spminstrument.se
The condition monitoring functions of the A2010 are
based on two widely used measuring techniques:
• SPM’s patented Shock Pulse Method for bearing
monitoring
• broad band vibration velocity measurement
according to ISO 2372.
The A2010 requires few input data and allows an
instant interpretation of machine condition by supply-
ing:
• a direct indication of machine vibration and
bearing condition in terms of good - reduced -
bad
• a digital display of lubrication condition data
(LUB No.) and damage severity readings
(COND No.) for bearings
• vibration severity readings in mm/s RMS
• contact and non-contact measurement of rpm
and peripheral speed.
Shock Pulse Analyser A2010 is the direct successor to
SPM’s Bearing Analyzer BEA-52. It’s data can be fed
into SPM’s computer programs for bearing analysis.
As a vibration meter and tachometer, the A2010 is
comparable with SPM's two portable instruments VIB-
10 and TAC-10.
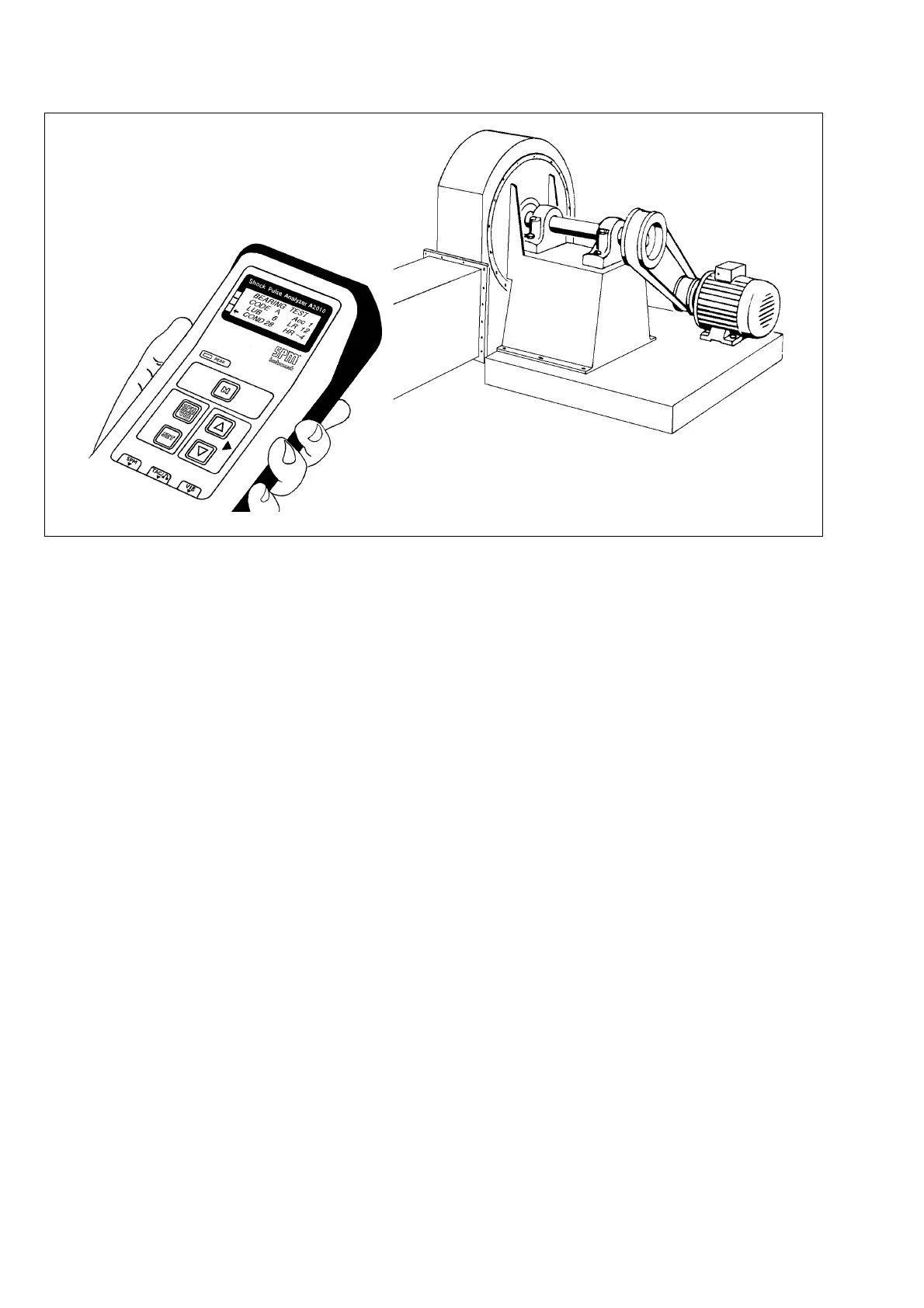
Shock Pulse Analyzer A2010 combines the functions
of a shock pulse meter, a vibration meter, and a
tachometer. It is used to check the operating condi-
tion of rotating machines, in order to detect mechani-
cal faults and supply data for effective preventive
maintenance.
With the A2010, maintenance personnel can monitor
all significant aspects of mechanical machine condi-
tion:
• the mechanical condition of rolling bearings
(bearing damage development)
• the lubrication condition of rolling bearings
(lubricant film in the rolling interface)
• general machine condition (the effect of structural
looseness, misalignment and out-of-balance on
machine vibration).
The purpose of systematic condition monitoring is:
• to avoid unnecessary overhauls of machines in
good working order
• to avoid routine replacements of serviceable
bearings
• to improve the life expectancy of rolling bearings
by optimizing their lubrication
• to detect trouble spots in time for planned
repairs and replacements, avoiding both
breakdowns and unnecessary production stops.
Machine Condition Monitoring
Bearing condition
Machine vibration
Rotational speed
Fig. 1