70
Technical data are subject to change without notice.
ISO 9001 certified. © Copyright SPM 1996-9. 71411.B
SPM Instrument AB • Box 4 • S-645 21 Strängnäs • Sweden
Tel +46 152 22500 • Fax +46 152 15075 • info@spminstrument.se • www.spminstrument.se
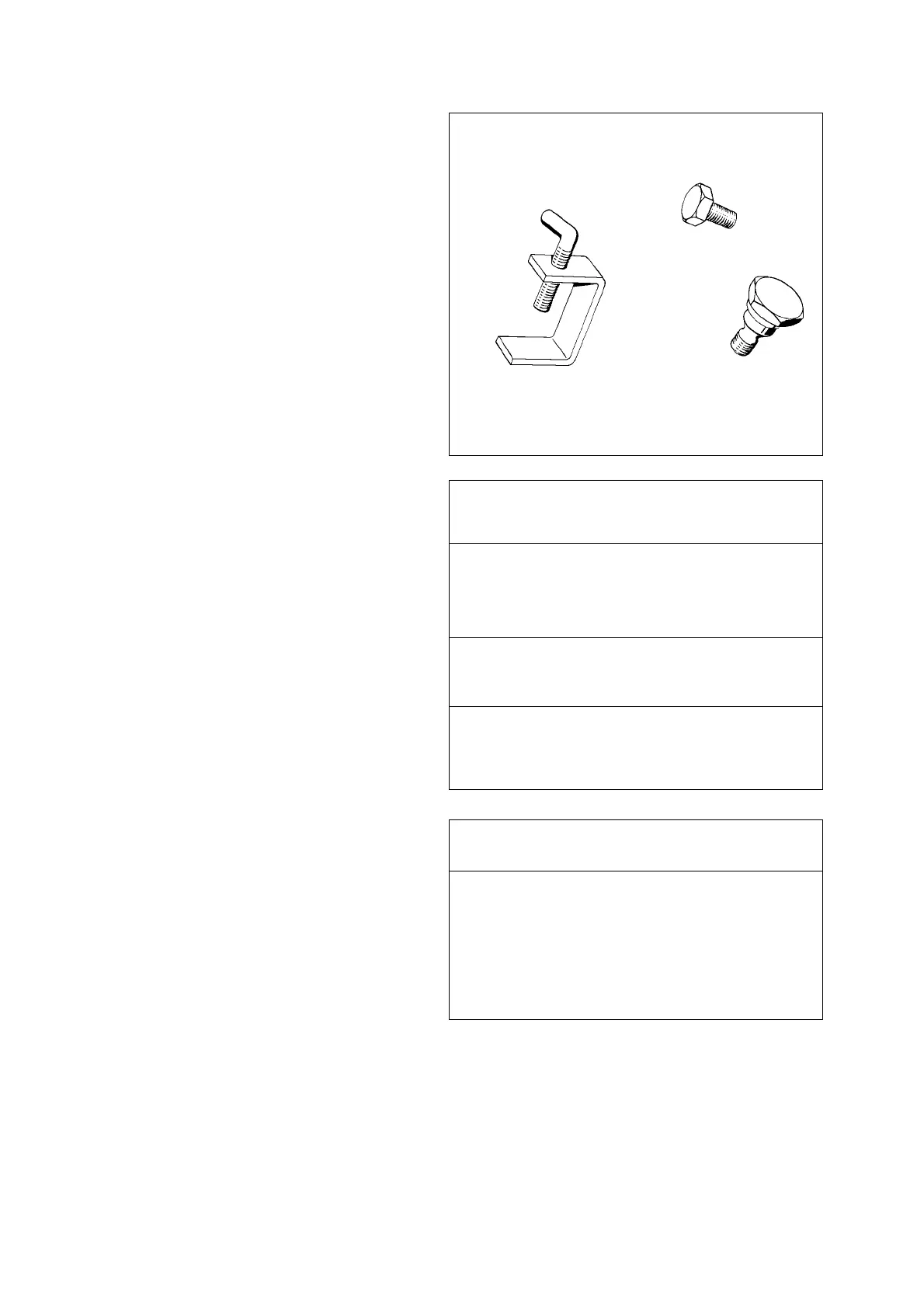
Fig. 24
For a trial weight one can use a screw or bolt of
known weight. A weight which can be clamped to the
rotor is even more practical.
The adjacent figure shows a few examples. For high
speeds, use smaller weights (below 10 grams).
Adding Correction Mass
Out-of-balance is normally corrected by welding or
brazing metal to the rotor. The adjacent table is in-
cluded to enable quick and easy manufacture of cor-
rection weights without the use of scales. Tolerances
within one gram should be sufficient.
Allowance should always be made for the weight of
the weld metal or brazing rod. A welding run weighs
about 0.5 grams for each 10 mm length.
Removing Mass
Removing mass at the heavy point of the rotor is also
possible, though less common for this kind of balanc-
ing work.
Mass is best removed by drilling one or more holes, at
the point defined by the calculated angle plus 180°.
Figure 26 lists the mass (for steel).
Trial Weights and Correction Mass
Fig. 25
Diameter Depth Mass
mm mm grams
460.6
4101.0
4121.2
862.4
8124.8
8249.6
SPM 32000
20 g
Trial weights
M8 x 12:
10 g
Fig. 26
Dimension, Grams Length for
Material
mm per mm 10 g, mm
Steel 6 x 6 0.28 35.0
6 x 12 0.56 18.0
6 x 24 1.13 9.0
12 x 24 2.26 4.5
Brass 6 x 6 0.26 38.0
6 x 12 0.53 19.0
12 x 12 1.06 9.5
Aluminium 6 x 6 0.10 100
6 x 12 0.20 50
12 x 12 0.39 25