66
Valve Seats
CAUTION
!
Valves to be checked and serviced for seating
width and contact pattern must be those found
satisfactory in regard to stem clearance in the
guide and also requirements stated on preced-
ing page under VALVES.
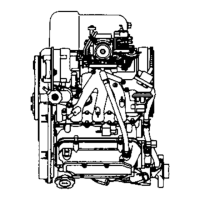
Seating contact width: Produce a contact pat-
tern on each valve in the usual manner, namely,
by giving a uniform coat of marking compound
(red–lead paste) to valve seat and by rotatingly
tapping seat with valve head. Valve lapper tool
(tool used in valve lapping) must be used.
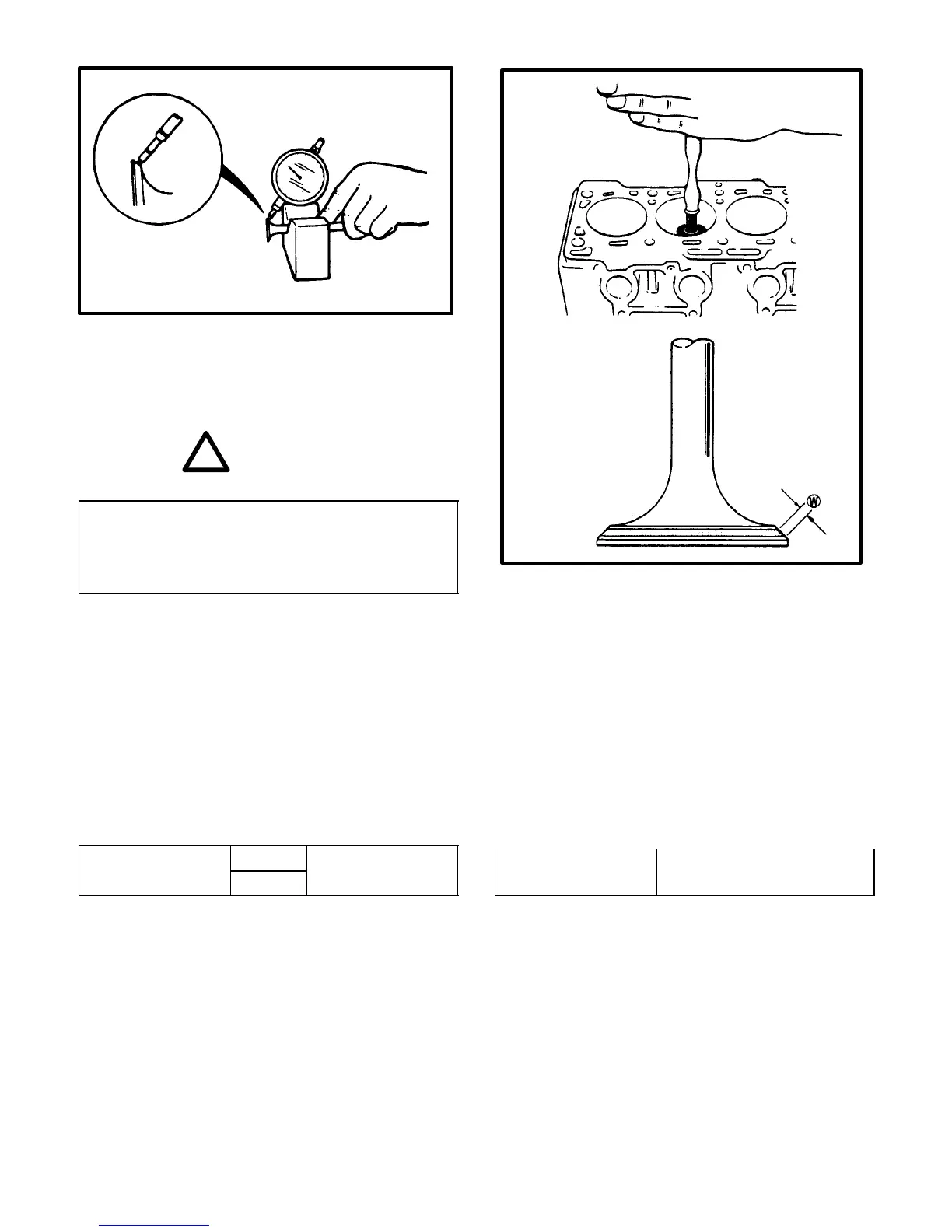
The pattern produced on seating face of valve
must be a continuous ring without any break,
and width (W) of pattern must be within stated
range as follows.
Standard seating width
Intake
1.1 – 1.3 mm
revea
e
y con
ac
pattern on valve face
Exhaust
(0.0434 – 0.0511 in.)
Valve seat repair: Valve seat not producing uni-
form contact with its valve or showing a width
(W) of seating contact that is off the specified
range must be repaired by re–grinding or by cut-
ting and regrinding and finished by lapping.
1) EXHAUST VALVE SEAT: Use a valve seat
cutter to make three cuts as shown below figure.
Three cutters must be used: The first for making
15° angle, the second for making 60° angle and
the last for making 45° seat angle. The third cut
must be made to produce the desired seat width
(W).
Seat width (W) for
exhaust valve seat
1.1 –1.3 mm
(0.0434 – 0.0511 in.)