CHAPTER 4: INTRODUCTION TO FEEDBACK MODES AND MONITORING
HF-2500A HIGH FREQUENCY WELD CONTROL
990-371 4-5
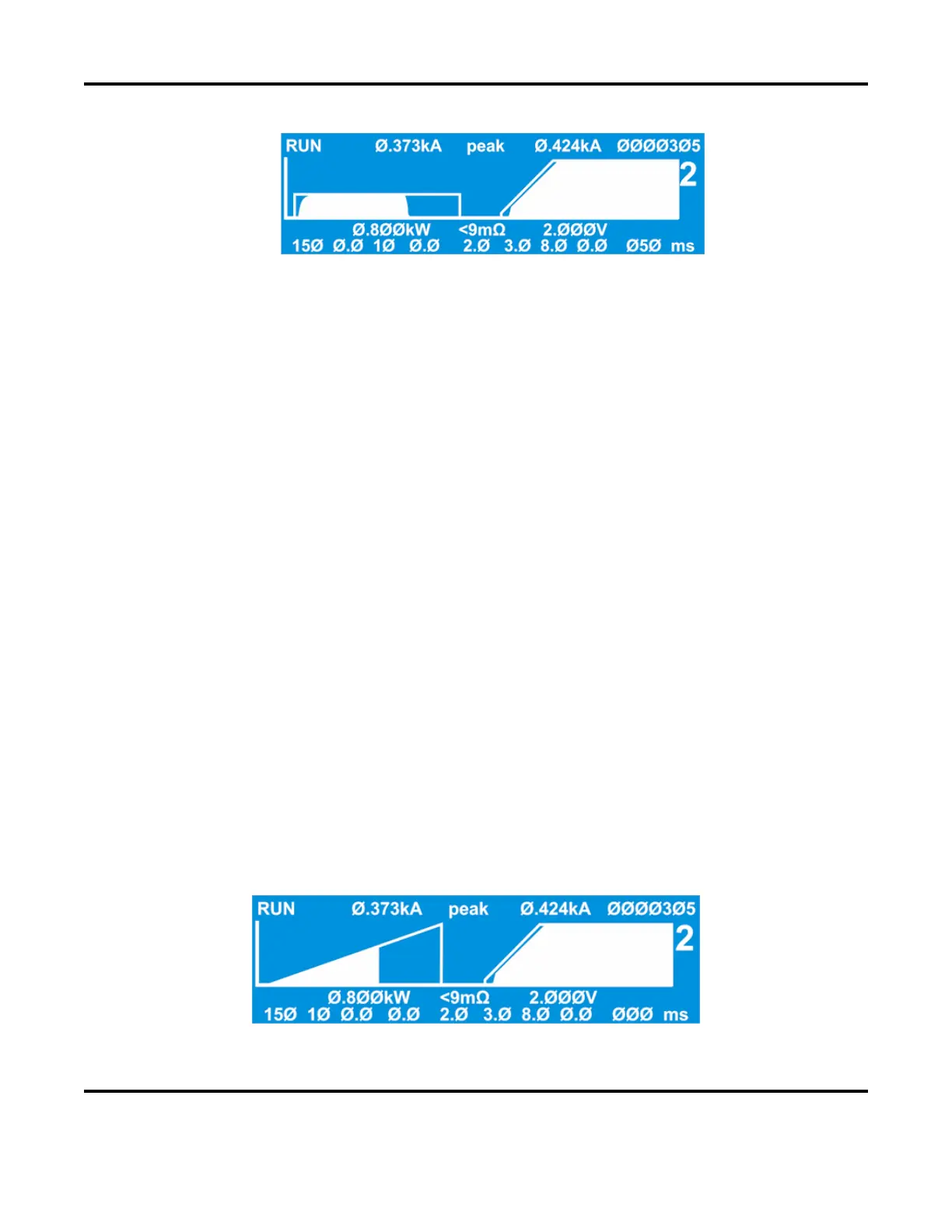
Active Part Conditioning Waveform
The use of a current limit monitor for the first pulse enables the pulse to be terminated when a
predetermined amount of current flow is achieved. The rise of the current waveform is proof positive that
the oxide is breaking down and the parts are fitting up together, ready to weld. The first pulse, therefore,
should be programmed to be much longer than generally required. The power supply will terminate the
pulse based on the reading of current in the power supply’s monitor.
2. Resistance Set
Application
• Reduce variations in Resistance prior to the weld
• Reduce contact resistances before delivering the main weld energy.
Description
Resistance Set is used when parts vary in initial resistance due to:
• Shape and part fit up
• Very small parts
Resistance Set is very similar to APC except that there are applications where you do not want a high
voltage at the beginning of the pulse. Instead, you want to start both voltage and current low and build on
an upslope. This would be used primarily where resistance would vary from weld to weld, coping with
material contamination, and variation due to part fit up problems. It can be programmed to apply the exact
power to the parts required to reduce the resistance to a consistent level for every weld.
Resistance Set uses a dual-pulse output. The first pulse is programmed for upslope power, and the
second for either constant current, constant voltage, or constant power. (Constant voltage is used if
there is still a chance of weld splash). The purpose of a dual-pulse operation is to enable the first pulse to
target variations in resistance; the second pulse achieves the weld.
Resistance Set Waveform