CHAPTER 5. OPERATING INSTRUCTIONS
HF-2500A HIGH FREQUENCY WELD CONTROL
990-371 5-13
Section IV. Active Part Conditioning
SCHEDULE
key, then select a Weld Schedule using either the ▲▼ arrows or
the numeric keypad.
Program a single pulse for Constant Power operation. Program the power level and weld time
to cause slight sticking between the two parts. Make a few welds and pull them apart. Increase
or decrease the power setting until a light tack weld is achieved.
From the MONITOR keys section on the front panel, press the voltage V key and observe
the high peak of the voltage waveform.
MONITOR
keys section on the front panel, press the Ω (resistance) key and
observe the resistance waveform. This should appear to begin high, then start to drop as
a tack weld is made and oxides are removed.
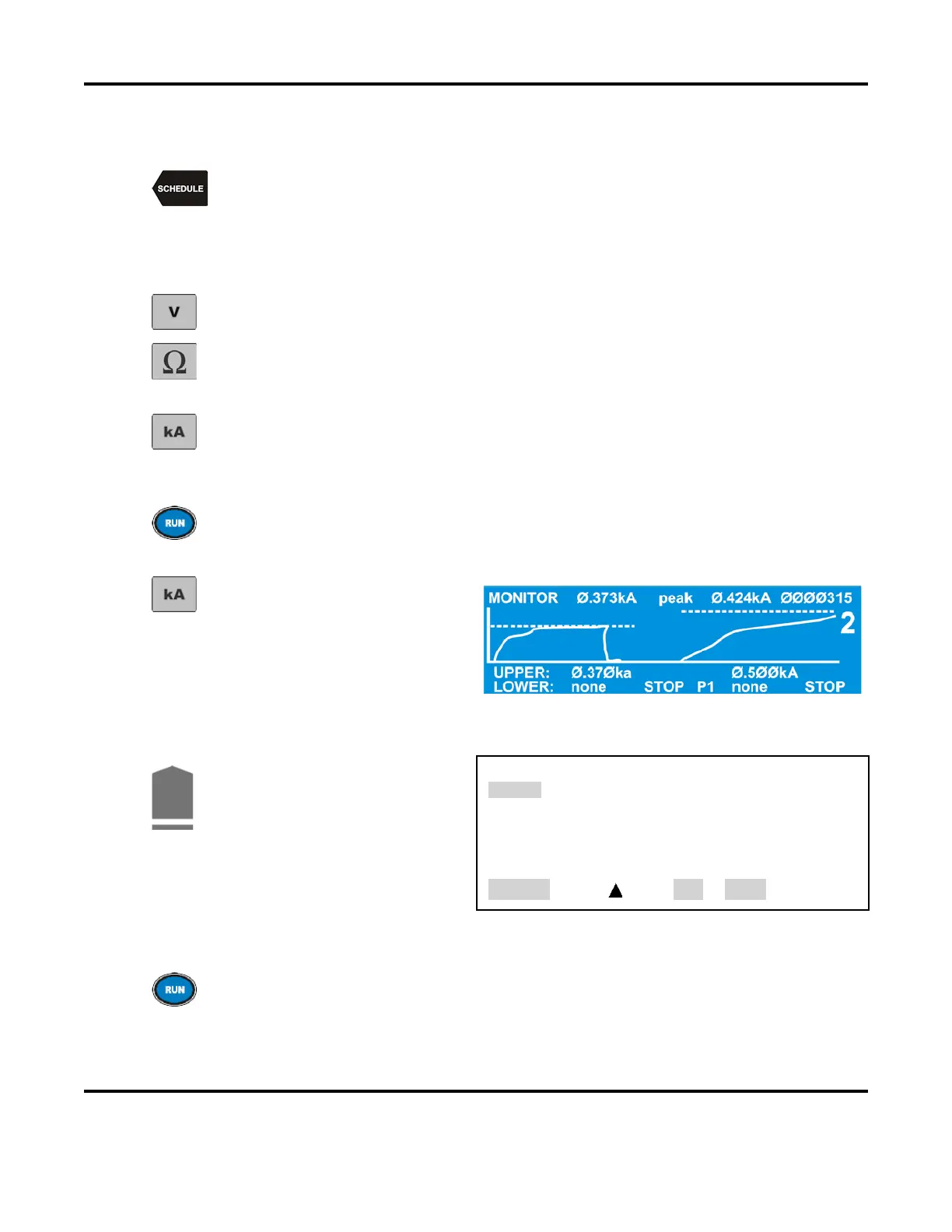
From the MONITOR keys section on the front panel, press the kA (current) key and observe
the c
urrent waveform starting to rise as the oxidization breaks down. If the current
waveform starts to flatten, this is an indication that the resistance has stabilized and the
parts have come into closer contact.
Push RUN and optimize the energy and time setting of Pulse 1 (constant power) to provide
an adequate tack weld and also a current waveform (view in the monitor screen) that has
started to flatten out, but is still rising. This indicates that a full melt has not yet occurred.
MONITOR
on the front panel, press the kA
key to program an upper current
limit on the MONITOR screen.
NOTE: You can toggle between PEAK and AVERAGE readings by pressing the
PEAK/AVERAGE key.
Press the COOL weld period
key. This will bring up the
PULSE 1 OUT OF LIMITS
ACTION
screen.
Select 4. PART CONDITIONER
(Stop Pulse1)
PULSE 1 OUT OF LIMITS ACTION
1. none
2. STOP WELD
3. INHIBIT PULSE 2
4. PART CONDITIONER (Stop Pulse1)
NUMBER Select, Page, RUN or MENU
NOTE: For more details on this process, see Active Part Conditioner in Chapter 4, Using
Feedback Modes and Weld Monitoring.
Since different levels of oxide require different amounts of time to reach the current limit,
return to the RUN
screen and extend the programmed weld time (usually double the time
works). This will ensure that there will be enough time for the current to rise and reach
the limit, even with heavily oxidized parts.