APPENDIX A: TECHNICAL SPECIFICATIONS
HF-2500A HIGH FREQUENCY WELD CONTROL
990-371 A-3
Input Signals
NOTE: Except where parenthetically noted below, all input signals accept 5 to 24 VDC, normally open
or normally closed, positive or negative logic. Inputs are optically isolated.
Firing Switch Initiation: 1-level foot switch, 2-level foot switch or opto firing switch.
Remote Control Barrier Strip: Remote weld schedule select, process inhibit, emergency stop
RS-232: Change weld schedules and individual weld parameters.
RS-485: Change weld schedules and individual weld parameters. “Daisy chain” RS-485 input with
RS-485 output from other HF-2500A Power Supplies and host computer.
Voltage: Weld voltage signal for voltage feedback operation (0 to 10 volt peak).
Weld Head: Plug-and-play connector with Firing and Foot switch inputs, Voltage Sense input
and 24VDC Air Valve Driver output.
Output Signals
Monitor: Internal analog voltage signals representing secondary current feedback (0 - 5 VDC),
primary current (0 - 4 VDC), or weld voltage (0 - 5VDC).
Air Valve Driver: 24 VAC, 1 amp; timing controlled by the HF-2500A. No weld over-force
protection.
Alarm Relay: Four programmable mechanical relays: 24 VAC/VDC at 1 amp.
RS-232: Monitor weld parameter data. Download and upload schedules.
RS-485: Monitor weld parameter data. “Daisy chain” RS-485 input with RS-485 output from other
HF-2500A Power Supplies and host computer. Download and upload schedules.
24V_OUT: 24 VDC power supply, polyfused at 1 amp
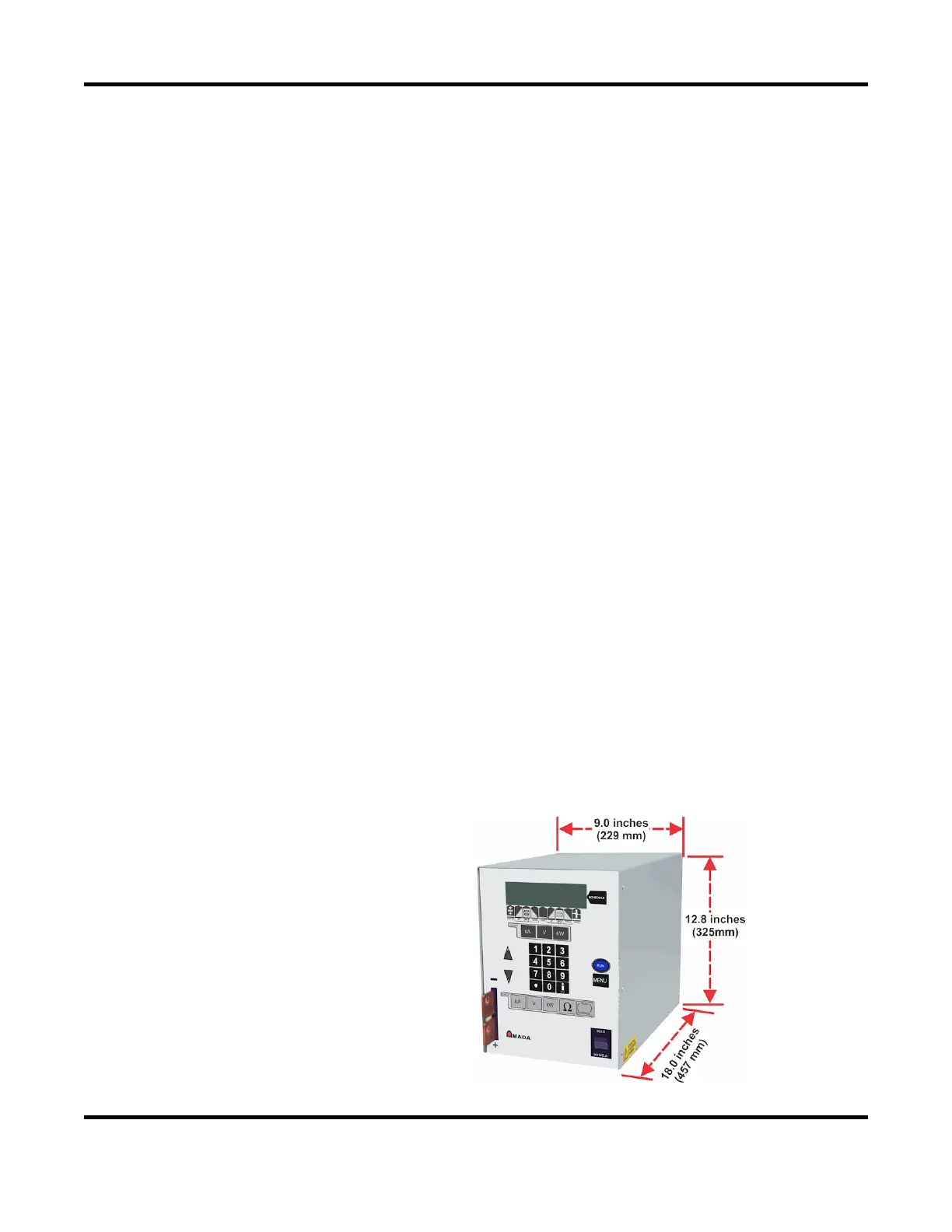
Physical Specifications
Weight: 62 lb. (28 kg)