3.9 Welding conditions of WB-M350/M400/M500
3-30
3.9.3 About the welding constants
The welding constants that can be set when WB-M350/M400/M500 is connected using the
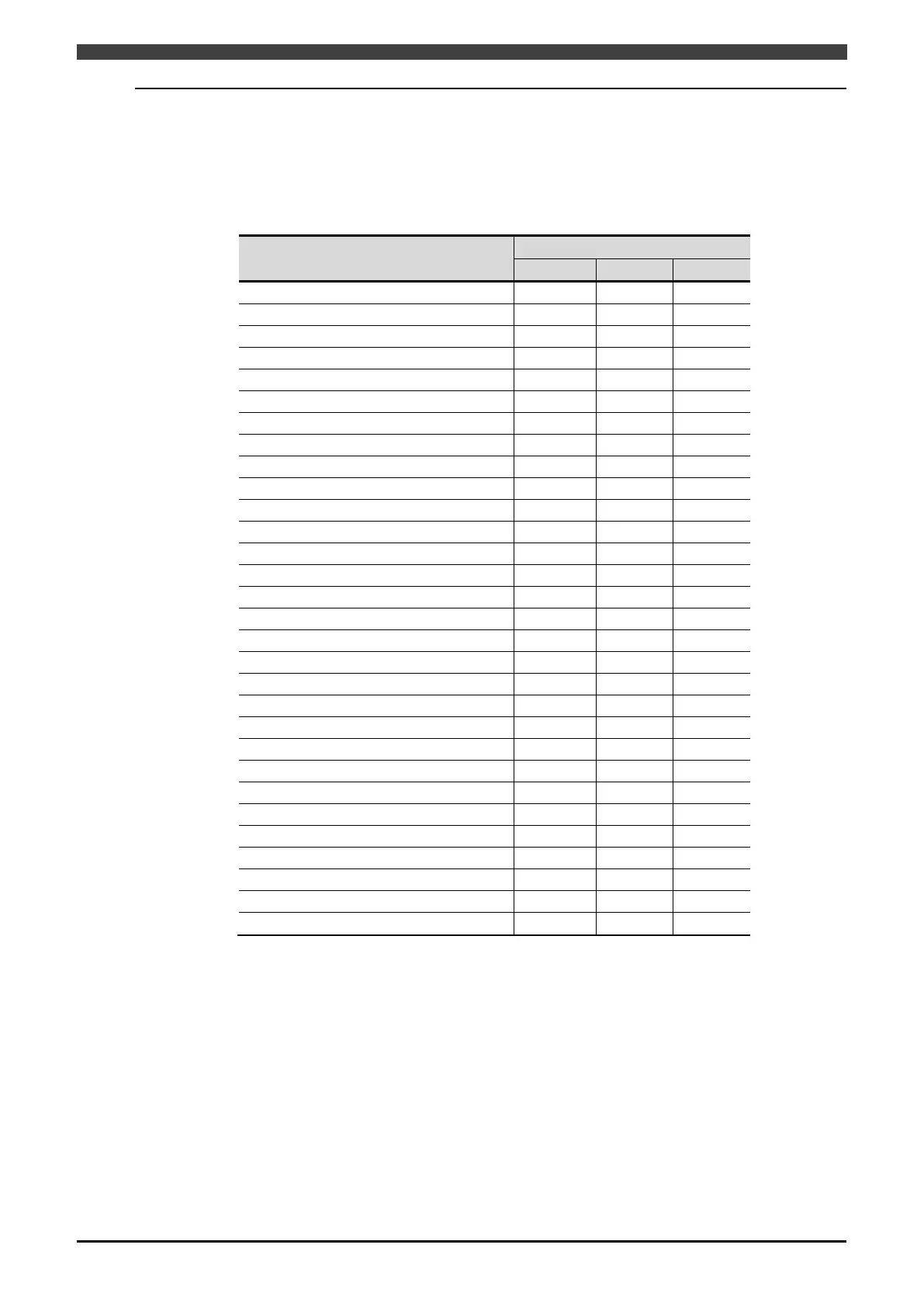
interface are shown in Table 3.9.2. Some of the welding constants available for setting vary
depending on the type of welding power source registered in the robot controller. Welding
condition parameters not included in this table cannot be used.
Table 3.9.2 Welding constants of WB-M350/M400/M500
Item
Welding power source registration
○ ○ ○
Inching/Retract Key operation
○ ○ ○
○ ○ ○
○ ○ ○
○ ○ ○
Online modification cycle
○ ○ ○
Auto. storing for online mod.
○ ○ ○
Arc start failure detect time
○ ○ ○
Arc start timing adjust time
○ ○ ○
○ ○ ○
○ ○ ○
○ ○ ○
Waiting time after welding starts
○ ○ ○
Arc end timing adjustment time
○ ○ ○
○ ○ ○
○ ○ ○
○ ○ ○
○ ○ ○
Arc monitor display cycle
- - ○
Arc monitor sample data num
○ ○ ○
Welding curr./volt. fail. act.
○ ○ ○
Welding current failure limit
○ ○ ○
Welding voltage failure limit
○ ○ ○
Wire feed load fail action
○ ○ ○
○ ○ ○
○ ○ ○
WIF timeout check adjust.
○ ○ ○
○
*
○
*
○
- ○ -
Arc outage detect. time (Arc End)
- ○ ○
○: Can be used.
×: Cannot be used. (Operates with the initial value of the welding power source.)
*1: Operates with the "Auto" setting set to "ON".
 Loading...
Loading...