3.13 Welding conditions of WB-A350P/A500P
3-56
3.13 Welding conditions of WB-A350P/A500P
This section describes the welding conditions that can be set when WB- A350P / A400P is connected
3.13.1 About the welding condition parameters
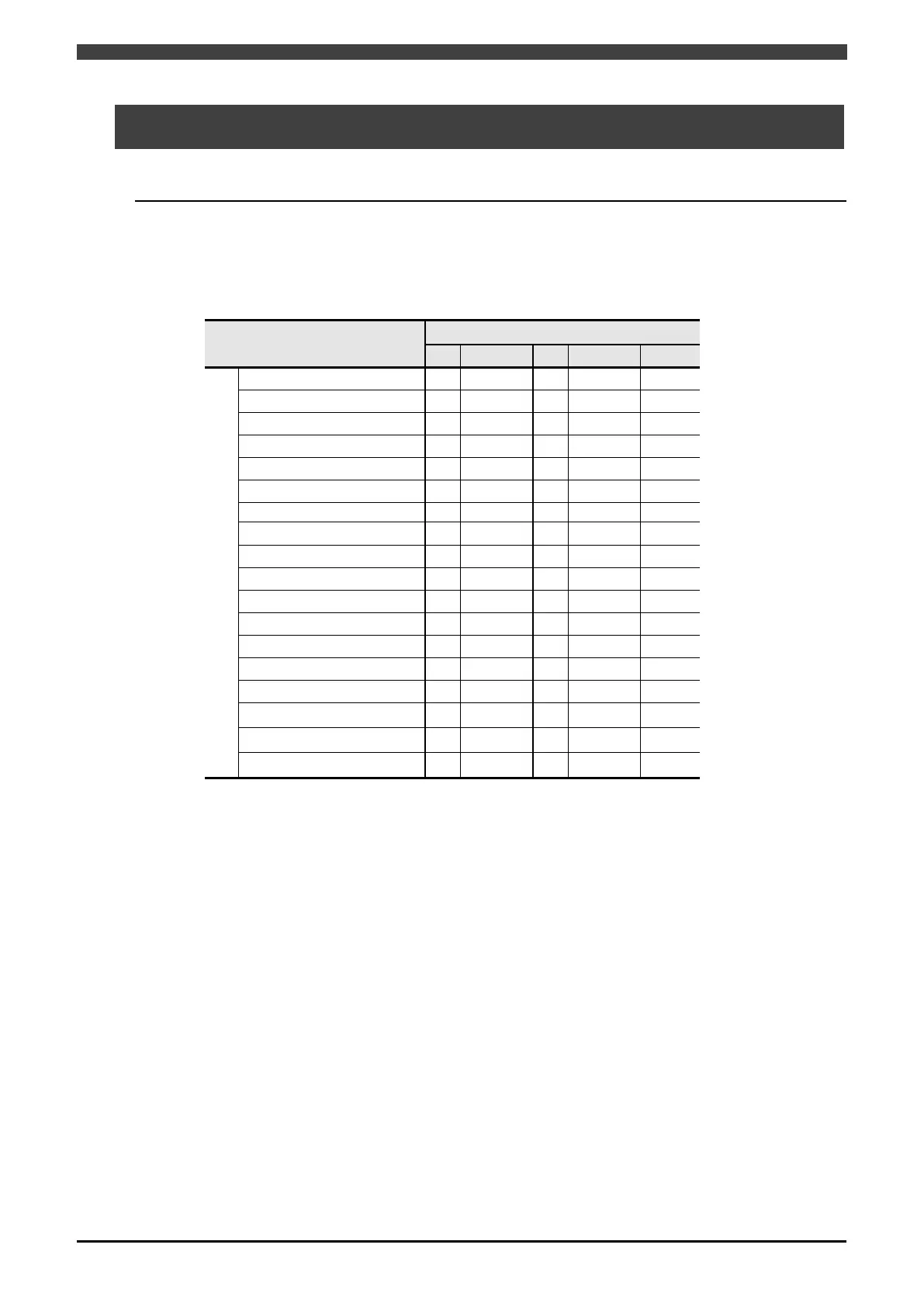
The welding conditions that can be set when WB- A350P / A400P is connected using the interface
are shown in Table 3.13.1, Table 3.13.2. Welding condition parameters not included in this table
cannot be used.
Table 3.13.1 Arc start conditions of WB- A350 P/ A400P
Welding condition
Welding condition
DC DC pulse AC AC pulse AC-DC
AS
― 〇 ― ― ―
― ― 〇 〇 〇
Welding current ○ ― ○ ― ○
Base current / Peak current
― ○ ― ○ ―
Welding speed ○ ○ ○ ○ ○
○ ○ ○ ○ ○
― ○ ― ○ ―
Pulse frequency
― ○
― ○ ―
― ― ○ ○ ○
AC frequency ― ― ○ ○ ○
AC-DC switching frequency
― ― ― ― ○
AC ratio
― ―
― ― ○
Slope time / Slope distance
○ ○ ○ ○ ○
Robot stop time ○ ○ ○ ○ ○
○ ○ ○ ○ ○
Preheating current ○ ○ ○ ○ ○
Preheating time
○ ○
○ ○ ○
Preheating speed
○ ○
○ ○ ○
○: Can be used
―: Cannot be used.
 Loading...
Loading...